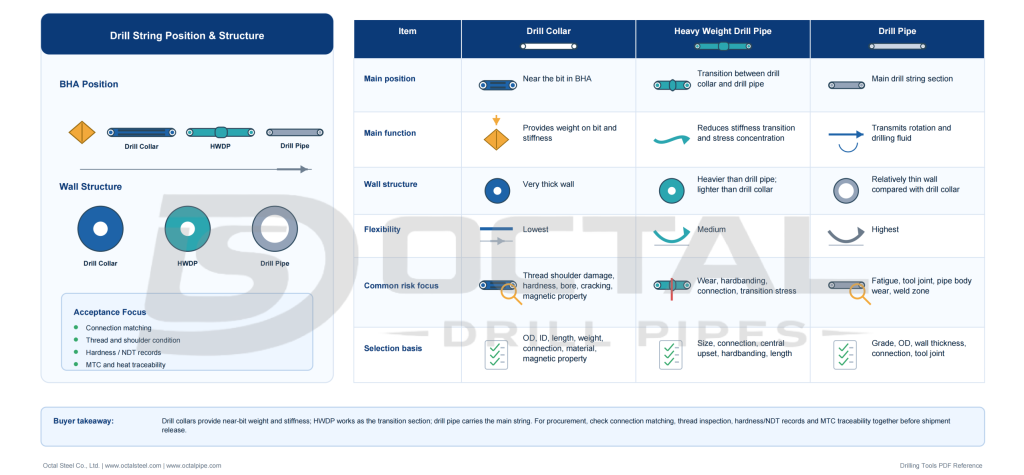
Drill collar is a heavy-wall drilling tool installed near the bit in the bottom hole assembly (BHA). Its main function is to provide weight on bit, increase stiffness around the bit, and help reduce vibration, buckling and unstable drilling movement. In a complete drill string, the drill collar works below the heavy weight drill pipe (HWDP) and drill pipe: the drill collar supplies near-bit weight and rigidity, HWDP acts as a transition section to reduce stiffness change, and drill pipe transmits rotation and drilling fluid from the surface. Because the drill collar carries high compression, torque and bending load, its material, heat treatment, connection type, hardness, thread inspection and MTC traceability are key acceptance points before shipment.
Octal Drill Pipes supplies API 7-1 drill collars for oil and gas wells, shale gas drilling, geothermal wells, directional drilling and other drilling tool applications. Available options include slick drill collar, spiral drill collar, non-magnetic drill collar and related bottom hole assembly components. Each order can be reviewed according to size, connection, material, inspection level, surface protection, packing method and required document package.

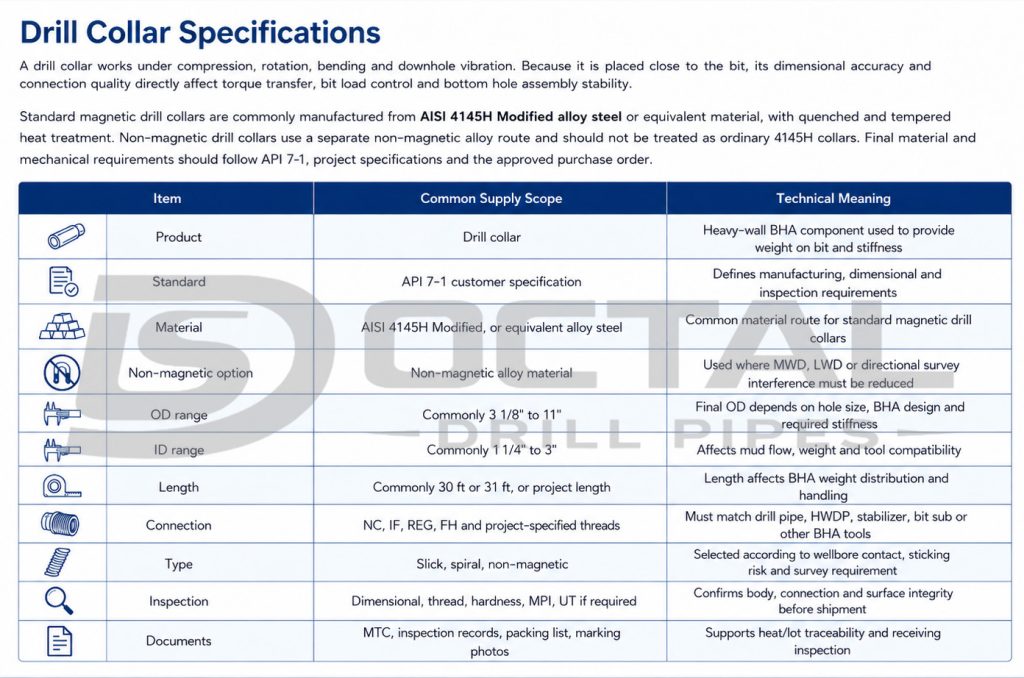
Drill Collar Specifications
A drill collar works under compression, rotation, bending and downhole vibration. Because it is placed close to the bit, its dimensional accuracy and connection quality directly affect torque transfer, bit load control and bottom hole assembly stability.
Standard magnetic drill collars are commonly manufactured from AISI 4145H Modified alloy steel or equivalent material, with quenched and tempered heat treatment. Non-magnetic drill collars use a separate non-magnetic alloy route and should not be treated as ordinary 4145H collars. Final material and mechanical requirements should follow API 7-1, project specifications and the approved purchase order.
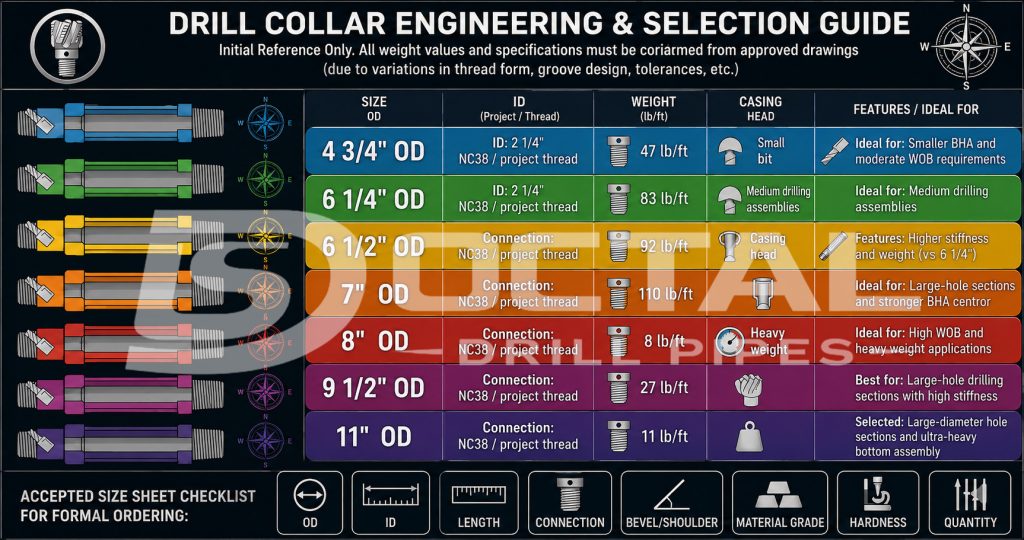
Drill Collar Sizes and Weights
Drill collar size should be selected according to hole size, required weight on bit, BHA stiffness, hydraulic flow requirement, fishing clearance and connection compatibility. A larger OD provides more stiffness and weight, but it also reduces annular clearance. A smaller ID increases weight, but may restrict mud flow or tool passage.
For project comparison, the plain body weight can be estimated by the hollow steel cylinder formula:
Approx. weight, lb/ft = 2.67 × (OD² − ID²)
OD and ID are in inches.
This calculation is useful for early selection, but final weight should be confirmed from the approved drawing because thread form, connection design, elevator recess, spiral groove, bore tolerance and surface machining can change the final value.
Downlaod:drill_collar_sizes_and_weights_reference
API 7-1 Drill Collar Material and Heat Treatment
For standard magnetic drill collars, 4145H Modified alloy steel is widely used because it provides a practical balance of strength, toughness and heat-treatment response. The material is normally quenched and tempered to achieve the required mechanical performance and hardness range.
The purpose of heat treatment is not only to increase strength. It also stabilizes the body, reduces the risk of uneven hardness and supports more consistent performance along the collar length. For a drill collar, this matters because the component works under repeated torque, compression and bending near the bit. If hardness is too high, the collar may become more sensitive to cracking. If hardness is too low or uneven, connection wear, shoulder deformation or body performance issues may appear earlier in service.
For acceptance, the material control should include:

- Heat number traceability from raw material to finished collar.
- Chemical composition recorded in the MTC.
- Heat treatment record or batch traceability.
- Mechanical property confirmation according to the applicable standard or order requirement.
- Hardness test on representative positions.
- Surface and thread inspection after machining.
- MPI or other NDT when required by the inspection plan.
Non-magnetic drill collars require a different review. Their main value is not ordinary strength alone, but low magnetic interference for directional tools. For MWD and LWD operations, magnetic property control, material certificate, dimensional accuracy and connection compatibility should be reviewed together.
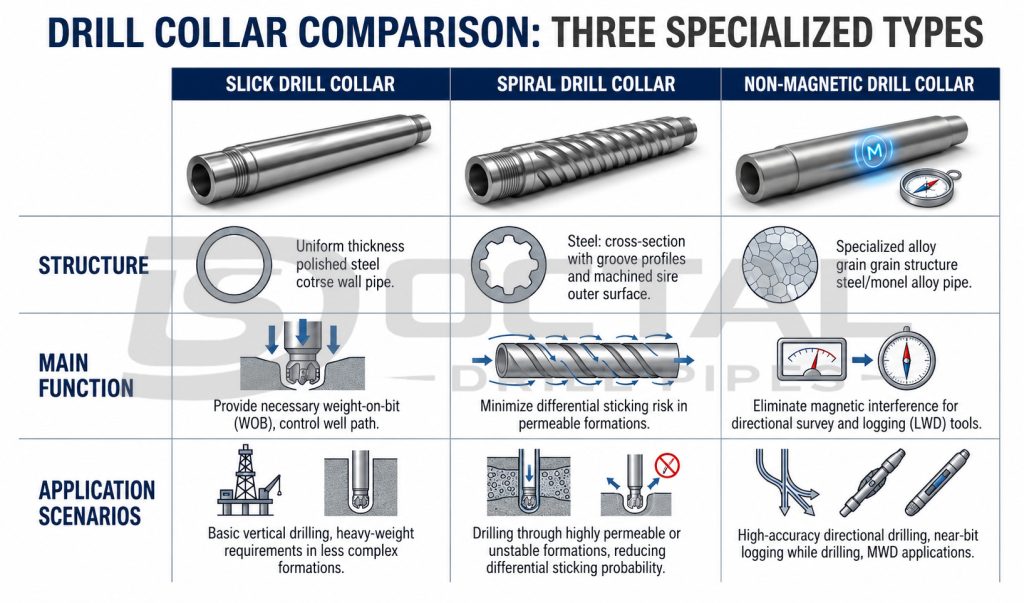
Slick Drill Collar, Spiral Drill Collar and Non-Magnetic Drill Collar
Different drill collar types solve different field problems. The selection should be based on well trajectory, sticking risk, survey tool requirement, BHA design and expected contact with the wellbore.
| Type | Structure | Main Function | Suitable Operating Condition |
|---|---|---|---|
| Slick drill collar | Smooth outside surface | Provides maximum contact area and straightforward BHA weight | Conventional vertical wells and standard bottom hole assemblies |
| Spiral drill collar | Spiral grooves machined on OD | Reduces wall contact area and helps lower differential sticking risk | Directional wells, deviated sections and formations with sticking tendency |
| Non-magnetic drill collar | Made from non-magnetic alloy | Reduces magnetic interference around survey tools | MWD, LWD, directional drilling and measurement-sensitive BHAs |
| Short drill collar / pony collar | Shorter length collar | Adjusts BHA spacing, weight and tool position | Assemblies requiring fine length or stiffness adjustment |
A spiral drill collar is not simply a decorative groove. The reduced contact area can help limit sticking tendency in certain formations and hole conditions. However, it also changes the outside profile and weight, so final selection should still be confirmed by the drilling program.
A non-magnetic drill collar is a different technical product. It should be ordered with clear magnetic property requirements, material route, mechanical property requirements and inspection records. When used with MWD or LWD tools, the collar length and placement are also part of the BHA design.
Drill Collar vs Drill Pipe vs Heavy Weight Drill Pipe
Drill collar, drill pipe and heavy weight drill pipe are all parts of the drill string, but they are not interchangeable. Their structure and function are different.
| Item | Drill Collar | Heavy Weight Drill Pipe | Drill Pipe |
|---|---|---|---|
| Main position | Near the bit in BHA | Transition between drill collar and drill pipe | Main drill string section |
| Main function | Provides weight on bit and stiffness | Reduces stiffness transition and stress concentration | Transmits rotation and drilling fluid |
| Wall structure | Very thick wall | Heavier than drill pipe, lighter than drill collar | Relatively thin wall compared with drill collar |
| Flexibility | Lowest | Medium | Highest |
| Common risk focus | Thread shoulder damage, hardness, bore, cracking, magnetic property | Wear, hardbanding, connection, transition stress | Fatigue, tool joint, pipe body wear, weld zone |
| Selection basis | OD, ID, length, weight, connection, material, magnetic property | Size, connection, central upset, hardbanding, length | Grade, OD, wall thickness, connection, tool joint |
Download:Drill Collar vs Drill Pipe vs Heavy Weight Drill Pipe
Drill Collar in Bottom Hole Assembly
In a drilling string, the drill collar is normally placed near the bit as part of the bottom hole assembly. Its main job is to apply weight on bit while keeping the upper drill pipe in tension as much as practical. This helps reduce buckling risk in the drill pipe and improves bit loading stability.
A typical BHA may include the bit, bit sub, stabilizer, drill collars, non-magnetic drill collar, measurement tools, heavy weight drill pipe and drill pipe. The exact order depends on the well plan. In many assemblies, heavy weight drill pipe is used above the drill collar section as a transition between the stiff drill collar and more flexible drill pipe. This transition helps reduce stress concentration and improves the mechanical behavior of the drill string.
Drill collar selection becomes more sensitive in these conditions:
- High weight-on-bit drilling where collar mass and stiffness must be sufficient.
- Deviated or horizontal sections where wall contact and torque/drag increase.
- Hard formations where bit vibration and impact load are more severe.
- Directional drilling where non-magnetic spacing affects survey reliability.
- Deep wells where BHA fatigue, connection condition and traceability become more important.
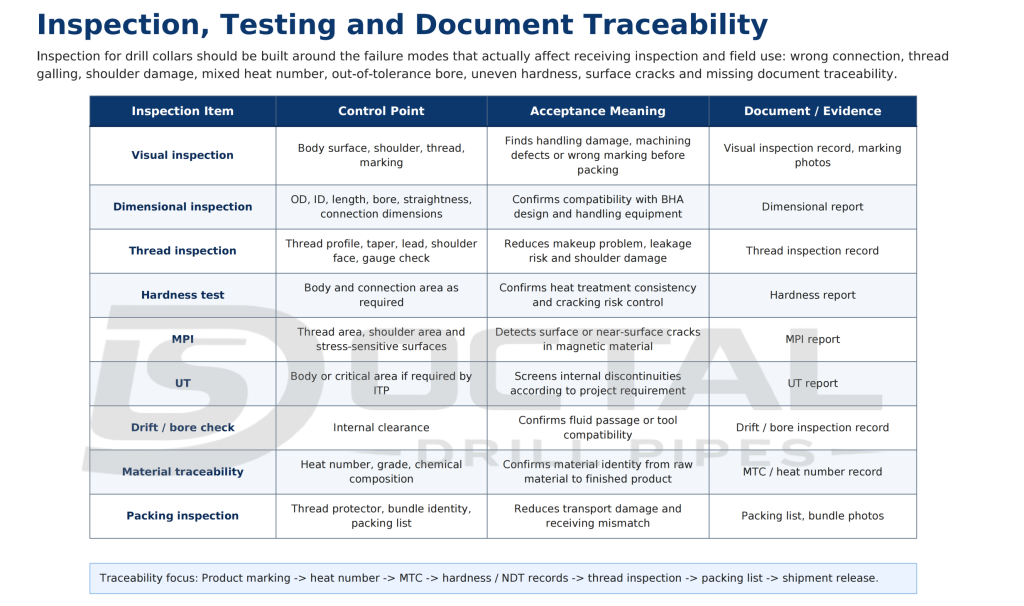
Inspection, Testing and Document Traceability
Inspection for drill collars should be built around the failure modes that actually affect receiving inspection and field use: wrong connection, thread galling, shoulder damage, mixed heat number, out-of-tolerance bore, uneven hardness, surface cracks and missing document traceability.
Download:Inspection, Testing and Document Traceability

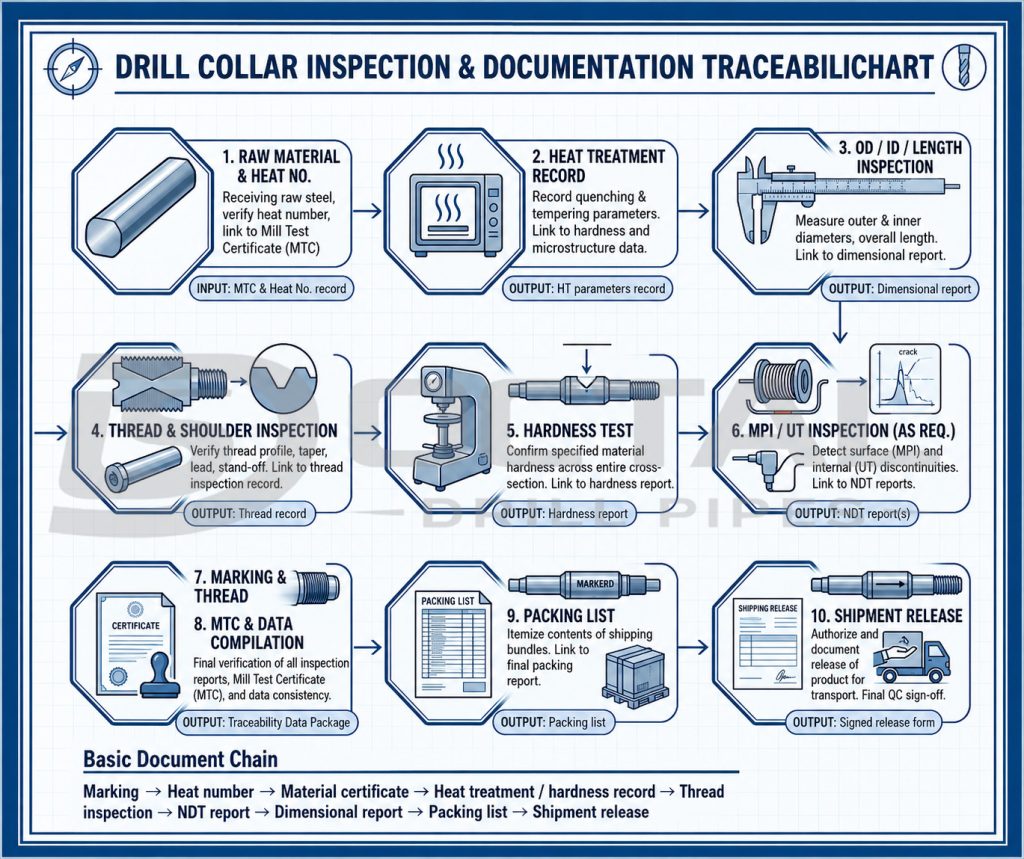
The basic document chain should be:
Marking → Heat number → Material certificate → Heat treatment / hardness record → Thread inspection → NDT report → Dimensional report → Packing list → Shipment release
This chain is important for export orders. When cargo arrives at the drilling site or warehouse, the receiving team can match the collar marking, heat number, packing list and MTC instead of relying only on product appearance.
Drill Collar Failure Map and How to Control It
For drilling tools, the real question is where the product may fail and what evidence can close the risk.
| Field Risk | Possible Cause | Control Point | Evidence to Request |
|---|---|---|---|
| Thread makeup problem | Incorrect thread form, shoulder damage, poor surface condition | Thread gauge inspection, shoulder face review, protector before shipment | Thread inspection record, photos |
| Collar body cracking | Improper hardness, surface defect, stress concentration | Heat treatment control, hardness test, MPI / UT if required | MTC, hardness report, NDT report |
| Wrong BHA compatibility | Wrong OD, ID, length or connection | PO review before production and final dimensional inspection | Approved drawing, dimensional report |
| Magnetic interference | Magnetic collar used near survey tools | Non-magnetic material selection and magnetic property review | Material certificate, inspection record |
| Receiving mismatch | Mixed heat number, wrong marking, incomplete documents | Marking and packing list matched to heat/lot | Marking photos, packing list, MTC |
| Transport damage | Exposed threads, poor bundle support | Thread protector, rust prevention, proper packing | Packing photos, shipment release record |
Download:Drill Collar Failure Map
Manufacturing and Machining Control
Unlike drill pipe, a standard drill collar is generally a one-piece heavy-wall component. There is no friction-welded tool joint in a normal drill collar body. Because of this, the manufacturing control focus is different from drill pipe. The key points are raw material quality, heat treatment uniformity, bore straightness, OD machining, thread accuracy, shoulder finish and final inspection.
A typical drill collar control route includes:

- Alloy steel bar or forging review
- Heat treatment and batch traceability
- Rough machining and bore preparation
- OD turning and straightness control
- Thread machining and shoulder finishing
- Surface treatment of threads if required
- Dimensional inspection and hardness testing
- MPI / UT / visual inspection according to ITP
- Marking, thread protectors, packing and document release
For threaded connections, inspection should go beyond the visible thread profile because the connection must carry torque through proper shoulder contact and stable thread engagement. The shoulder face controls torque transfer and sealing contact; thread taper, lead and pitch diameter affect makeup position and connection fit; surface damage or galling can create high local stress during rotation.
Thread compound compatibility also matters because poor lubrication may cause over-torque, under-makeup or thread seizure. Even when the drill collar OD, length and material grade are correct, an unchecked connection can still lead to field makeup trouble, shoulder damage, torque loss or early fatigue around the BHA.
Drill Collar Application in Oil and Gas Drilling
1.Weight-on-Bit Control in Vertical and Directional Wells
During drilling, the bit needs controlled axial load to cut formation efficiently. Drill collars provide that weight near the bit, reducing the need to push the upper drill pipe into compression. This helps the drilling string operate with better mechanical stability and lowers the risk of unwanted buckling in the more flexible pipe section.
2.BHA Stability in Hard Formation Drilling
Hard formations can increase vibration, impact loading and bit bounce. A correctly selected drill collar section improves stiffness and helps keep the bit loaded more consistently. In this condition, connection inspection, hardness control and shoulder quality become more important because repeated vibration can enlarge small defects into field failures.
3.Deviated Wells and Sticking-Risk Sections
In deviated or high-contact sections, the collar may experience more side force against the wellbore. Spiral drill collars can be selected where reducing contact area is part of the anti-sticking strategy. The selection should still consider OD, annular clearance, mud flow and BHA stiffness.
4.Directional Drilling with MWD / LWD Tools
When magnetic interference affects survey accuracy, non-magnetic drill collars are used around measurement tools. In this application, material selection, magnetic property control and tool spacing are more important than ordinary collar weight alone. The collar must be reviewed as part of the complete directional drilling assembly.
5.Transition from Drill Collar to Drill Pipe
The stiffness difference between drill collar and drill pipe can create stress concentration in the transition section. Heavy weight drill pipe is often used above drill collars to improve the transition. This is especially useful in deeper wells, directional wells and drilling programs where fatigue control is part of the drill string design.
Surface Protection, Hardbanding and Packing
Drill collars are heavy, rigid and connection-sensitive. Damage during storage or overseas transport usually appears first at the thread, shoulder or outside surface. For that reason, surface protection and packing should be defined before production release.


Common protection options include thread protectors, rust preventive oil, connection surface treatment, wooden support, bundle identification and protective packing for sea shipment. Hardbanding may be considered for wear-control requirements, especially when the drill collar or related BHA tools are expected to contact the wellbore or casing under rotating conditions. The exact hardbanding material and location should be confirmed according to the drilling program and casing-wear policy.
For export handoff, Octal Drill Pipes can support packing photos, bundle marking photos, packing list, MTC and inspection records. These documents help the receiving team check quantity, connection type, size and heat number before the tools enter the drilling operation.
What to Confirm Before Ordering Drill Collars
For faster technical review, the inquiry or purchase order should include:
- Drill collar type: slick, spiral, non-magnetic or short drill collar.
- OD, ID and length.
- Connection type and box/pin requirement.
- Material grade and standard.
- Required hardness range or mechanical property requirement.
- Magnetic property requirement for non-magnetic drill collars.
- Surface treatment, thread treatment and thread protectors.
- Hardbanding requirement if applicable.
- Inspection scope: dimensional, thread, hardness, MPI, UT, drift or project ITP.
- Required documents: MTC, NDT records, dimensional report, packing list, photos and third-party inspection.
- Quantity, packing method and destination port.
If the order includes drill pipe, HWDP, subs, stabilizers or other BHA tools, the connection compatibility should be checked as a package. A correct collar is useful only when it matches the rest of the drilling assembly.
Octal Drill Pipes Supply Support
Octal Drill Pipes supports drill collar orders with technical review, size confirmation, connection matching, inspection coordination and export documentation. The drilling tool supply scope can include drill collars, heavy weight drill pipe, drill pipe, tool joints, crossover subs and related accessories.
For project orders, the support focus is not only production. It also includes pre-order specification review, inspection records, packing control and document handoff. This is important for international drilling contractors and distributors who need the delivered tools to match the purchase order, the BHA design and the receiving inspection checklist.
FAQ
Q1:What is a drill collar in drilling?
A1:A drill collar is a heavy-wall BHA component placed near the bit to provide weight on bit and improve drilling stability. It helps keep the upper drill pipe mainly in tension instead of excessive compression
Q2:What is the main function of a drill collar?
A2:The main function of a drill collar is to add weight, stiffness and stability to the bottom hole assembly. This supports better bit loading, lower vibration and more controlled drilling performance.
Q3:What is the difference between drill collar and drill pipe?
A3:A drill collar is thicker, heavier and stiffer, while drill pipe is lighter and mainly transmits rotation and drilling fluid. Drill collars work near the bit; drill pipe forms the main drill string.
Q4:What material is used for drill collars?
A4:Standard magnetic drill collars are commonly made from AISI 4145H Modified alloy steel or equivalent quenched-and-tempered material. Non-magnetic drill collars use special non-magnetic alloys for MWD, LWD and directional drilling.
Q5:What are common drill collar sizes?
A5:Common drill collar sizes range from about 3 1/8″ to 11″ OD, depending on hole size, BHA design, required weight on bit and connection compatibility. Final OD, ID, length and weight should be confirmed from the approved drawing.