Special Threaded Drill Pipe is drill pipe supplied with project-specified rotary shouldered connections or special thread configurations for drilling programs where standard connections may not fully match torque, compatibility, or rig-side acceptance requirements. The pipe body provides tensile strength and drilling fluid passage, while the tool joint and thread connection transfer torque, maintain shoulder contact, and keep the drill string stable under rotation.
This type of drill pipe is commonly used in directional wells, horizontal wells, deep wells, extended-reach drilling, and high-torque drilling conditions. In these applications, connection performance is often as important as pipe grade. A suitable special thread helps improve make-up reliability, connection compatibility, torque transfer, and drilling string stability.
OCTAL DRILL PIPES supplies special threaded drill pipe with common API drill pipe grades such as E75, X95, G105, and S135, with connection options including NC series, FH, IF, REG, high-torque connections, double-shoulder connections, or drawing-based special threads. Thread type, tool joint size, upset type, length range, hardbanding, internal coating, and inspection requirements can be reviewed according to the drilling program and project specification.
Special Threaded Drill Pipe Specifications
| Item | Supply Scope / Project Control |
|---|---|
| Product Name | Special Threaded Drill Pipe, special thread drill pipe, high-torque drill pipe connection |
| Product Standard | API 5DP / ISO 11961 for steel drill pipe body and welded tool joint delivery conditions |
| Thread Standard | API 7-2 or project drawing for rotary shouldered connection threading and gauging |
| Common Sizes | 2 3/8″, 2 7/8″, 3 1/2″, 4″, 4 1/2″, 5″, 5 1/2″, 6 5/8″ or project size |
| Steel Grades | E75, X95, G105, S135; special grades reviewed by project |
| Length Range | R1, R2, R3; common ranges include 18–22 ft, 27–30 ft and 38–45 ft |
| Upset Type | IU, EU, IEU according to pipe design and order requirement |
| Tool Joint Type | Welded tool joint with pin and box connection |
| Connection Options | NC26, NC31, NC38, NC40, NC46, NC50, FH, IF, REG, high-torque, double-shoulder or drawing-based special thread |
| Thread Control | Thread profile, taper, lead, pitch diameter, standoff, shoulder face and gauge verification |
| Optional Features | Hardbanding, internal coating, special marking, plastic or steel thread protectors |
| Inspection Items | Dimensional inspection, thread gauging, visual thread inspection, MPI/PT where required, tool joint check |
| Documents | MTC, inspection record, thread inspection report, connection drawing when required, packing list, pipe marking photos |
For special thread orders, the connection details should be checked before production, including the thread drawing, tool joint dimensions, gauge requirement and make-up torque basis. The connection name alone is not enough, because different versions of the same thread family may not be fully interchangeable on the rig.

Product Standards and Connection Basis
Special threaded drill pipe usually combines a standard drill pipe body with a project-controlled connection. The pipe body and welded tool joint are normally supplied under API 5DP / ISO 11961, while the rotary shouldered thread is inspected under API 7-2, customer drawing, or special connection specification.
| Standard / Document | What It Controls |
| API 5DP | Steel drill pipe delivery conditions, including pipe body, upset ends, welded tool joints, grades and PSL requirements. |
| ISO 11961 | International steel drill pipe technical delivery conditions for petroleum and natural gas drilling and production operations. |
| API 7-2 | Threading and gauging requirements for rotary shouldered connections, including thread dimensions and gauge control. |
| API RP 7G / project design basis | Drill stem design and operating limit reference, often used for drill string selection and performance review. |
| Customer drawing / special connection data | Controls non-standard thread profile, shoulder design, tool joint geometry, gauge requirement and make-up torque basis. |
For procurement, the standard basis should be written clearly in the purchase order. One line such as “special thread required” is too vague. The order should define pipe body standard, thread standard, connection name, tool joint dimensions, gauge basis, and make-up torque reference.
Thread and Connection Options
The connection is the working end of a drill pipe. It is where torque is transferred, drilling load is carried through the shoulders, and repeated make-up and break-out happen on the rig floor. For special threaded drill pipe, this area deserves more attention than a normal size table.
| Connection Type | Typical Selection Logic |
| NC Series | Common rotary shouldered connections used across many drill pipe sizes; selected for standard drill string compatibility. |
| FH / IF / REG | Used when the drilling program, existing drill string, subs or rig equipment require these connection types. |
| High-torque Connection | Reviewed when the well requires higher torsional capacity than a common connection can safely provide. |
| Double-shoulder Connection | Uses additional shoulder contact to improve load distribution and torque capacity under suitable design. |
| Drawing-based Special Thread | Used when the customer provides a special connection drawing, gauge requirement or rig compatibility requirement. |
For high-torque drilling, the main special threaded drill pipe advantages are higher torsional capacity, more stable shoulder contact, and better make-up control. A suitable high-torque or double-shoulder connection helps improve torque transfer and shoulder contact stability, while the final make-up torque and torsional capacity should follow the approved connection data.
The thread name should be confirmed together with tool joint OD, tool joint ID, pin and box length, shoulder type, gauge requirement, and make-up torque basis. Similar connection names do not always mean full interchangeability. That is why special thread orders should be reviewed by drawing or connection data before production.
Pipe Body Grades and Length Range
The pipe body grade should be selected according to well depth, tensile load, torque demand, dogleg severity, internal pressure, corrosion condition and fatigue risk. Common API drill pipe grades include E75, X95, G105 and S135.
| Grade | Typical Minimum Yield Strength | Selection Logic |
| E75 | 75 ksi | Conventional and lighter-duty drilling where load demand is moderate. |
| X95 | 95 ksi | Medium-depth wells and drilling strings requiring higher strength than E75. |
| G105 | 105 ksi | Deeper wells, higher rotary load and more demanding drilling conditions. |
| S135 | 135 ksi | High-load drilling, deep wells, horizontal wells and applications requiring higher tensile and torsional capacity. |
Higher strength does not automatically solve every drilling problem. In special threaded drill pipe, connection fatigue, torsional demand, shoulder condition, tool joint wear, and rig compatibility can be just as important as pipe body grade.
Length selection is normally based on rig handling, storage, well program and connection count. Common ranges include R1, R2 and R3. For export orders, length range, tolerance and pipe marking should be confirmed before production because receiving inspection often checks the pipe identity against the packing list and MTC.

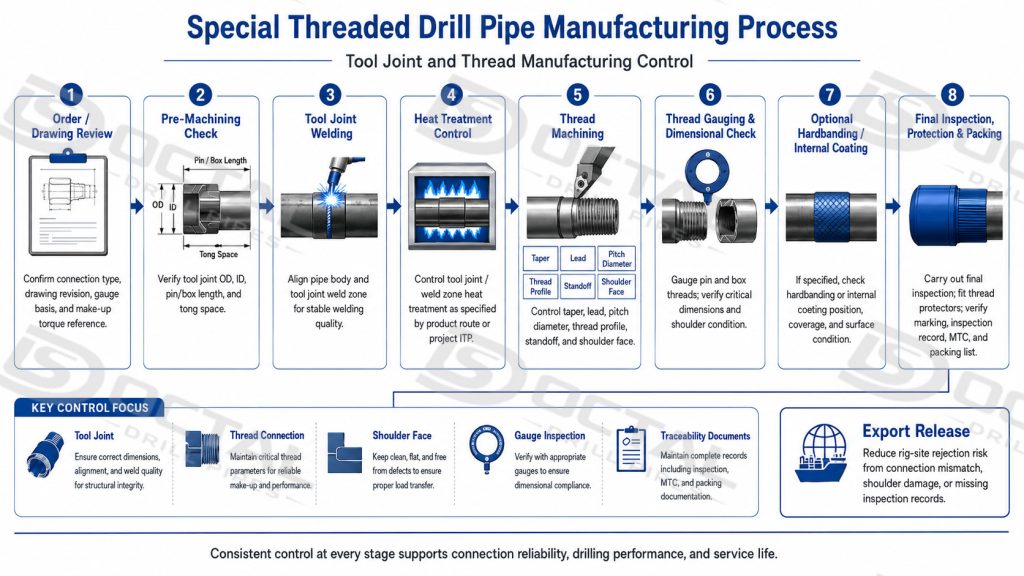
Tool Joint and Thread Manufacturing Control
Special threaded drill pipe needs tighter control at the tool joint, thread connection and shoulder face than standard drill pipe. The pipe body may meet API 5DP grade and dimensional requirements, but the connection can still become the weak point if the tool joint welding, heat treatment, thread machining or gauge inspection is not controlled correctly.
Before machining, the tool joint OD, ID, pin/box length, tong space and connection type should be checked against the order or drawing. For special connections, small differences in thread version, shoulder design or gauge basis may affect make-up on the rig. This is why the production instruction should identify the exact connection type, drawing revision, gauge requirement and make-up torque reference before threading starts.
During manufacturing, the tool joint weld zone and connection area require stable control. The weld between pipe body and tool joint should be aligned, heat treated where required, and inspected according to the project scope. Thread machining should control taper, lead, pitch diameter, thread profile, standoff and shoulder surface. These details affect connection make-up, torque transfer and repeated break-out performance during drilling.
After threading, both pin and box ends should be visually inspected and gauged. The shoulder face should be clean and flat, with no dents, galling, torn threads, corrosion pits or handling damage. If hardbanding or internal coating is required, its position, coverage and surface condition should also be checked before final packing.
For export shipment, thread protection is part of the quality control process. Pin and box ends should be fitted with suitable thread protectors, and the pipe marking, thread inspection record, MTC and packing list should match the delivered drill pipe. This reduces the risk of rig-site rejection caused by connection mismatch, shoulder damage or missing inspection records.
Thread Inspection and Shipment Acceptance
Thread inspection is one of the most important release steps for special threaded drill pipe. It is not enough to confirm that the pipe has a pin and box. The connection should be verified against the correct gauge, drawing and acceptance requirement.
| Inspection Item | What Should Be Verified |
| Thread Identification | Connection type, size, pin/box end, tool joint OD/ID and drawing version. |
| Thread Gauging | Standoff, taper, lead, pitch diameter and gauge result according to applicable requirement. |
| Shoulder Face | Sealing shoulder should be clean, flat and free from damage that may affect make-up. |
| Visual Thread Condition | No galling, dents, torn threads, corrosion pits or handling damage before shipment. |
| Tool Joint Dimensions | OD, ID, length, bevel, tong space and connection geometry match the order. |
| Hardbanding | Type, position, thickness and surface condition meet project requirement if hardbanding is specified. |
| Internal Coating | Coating type and coverage are checked when internal coating is ordered. |
| Pipe Body Inspection | OD, wall thickness, straightness, length, upset condition, marking and traceability are verified. |
| Thread Protection | Pin and box ends are protected with suitable thread protectors before loading. |
| Documents | MTC, thread inspection record, packing list and marking photos match the delivered pipes. |
For rig-site acceptance, thread protector condition is also important. Special threads can be damaged during loading, container movement or yard handling. A small dent on the shoulder or thread crest may create make-up problems later, so packing and end protection should be treated as part of quality control.
Applications of Special Threaded Drill Pipe
- Directional and horizontal drilling
In directional wells and horizontal sections, the drill string works through curved well paths where torque, bending stress and connection fatigue are higher than in a straight vertical hole. Special threaded drill pipe is selected when the string needs more reliable shoulder contact, controlled make-up and stable torque transfer through build sections, tangent sections and long laterals. In these wells, connection compatibility and thread condition directly affect whether the pipe can be made up smoothly and run repeatedly without shoulder damage.High-torque drilling in hard formations
When drilling through hard rock, abrasive formations or long lateral intervals, the connection may reach its torque limit before the pipe body reaches its strength limit. - High-torque connections or double-shoulder connections can be reviewed when the drilling program requires higher make-up torque and better load distribution. The connection choice should be checked together with tool joint OD/ID, rig torque capacity, make-up torque basis and thread gauge requirement.
- Deep wells and extended-reach drilling
Deep and extended-reach wells increase tensile load, rotary torque, drag and fatigue exposure along the drill string. In this service, pipe grade, length range, upset type, tool joint size and connection type should be selected as one package. S135 drill pipe with special threaded connections is often reviewed for high-load sections, but the final choice still depends on well depth, dogleg severity, mud program and expected torque. - Workover operations and existing string compatibility
Some workover or drilling projects need drill pipe that matches existing subs, collars, jars, motors or rig handling tools. In this case, a standard connection name may not be enough. The pin and box connection, tool joint dimensions, shoulder type and gauge basis should be confirmed before production, especially when the customer needs compatibility with an existing drill string. - Hardbanding and internal coating service
Special threaded drill pipe can be supplied with hardbanding when tool joint wear or casing wear control is required. Internal coating may also be used where corrosion control, smoother fluid flow or mud resistance is part of the drilling program. These options should be confirmed together with the thread type and tool joint design, because hardbanding position, coating coverage and thread protection all affect final acceptance. - Export shipment and rig-site acceptance
For overseas drilling projects, the application does not end at production. Special threads must arrive with clean shoulders, protected pin/box ends and matching documents. Thread protectors, pipe marking, MTC, thread inspection records and packing lists should match each delivered joint, otherwise the pipe may be delayed during yard receiving or rig-site inspection.
Why Choose OCTAL DRILL PIPES for Special Threaded Drill Pipe
For special threaded drill pipe, the real supply risk is not only size, grade or length. The more difficult part is making sure the connection type, tool joint dimensions, thread gauge result, shoulder condition, hardbanding, thread protection and documents all match the drilling string requirement before shipment.
OCTAL DRILL PIPES supports the order from connection review to delivery release. Before production, we help check the drill pipe grade, upset type, tool joint OD/ID, pin and box connection, make-up torque basis and special thread drawing when required. This helps reduce problems such as connection mismatch, poor make-up, damaged shoulder faces or rig-site rejection.
Our advantage is connection-focused quality control. The drill pipe can be supplied with thread inspection records, MTC, pipe marking photos, packing list, thread protector checks and third-party inspection support when required. For export projects, we also pay attention to end protection and bundle identification, so each joint can be traced from pipe marking to inspection record and shipment documents.
The goal is simple: the pipe should arrive with the right connection, protected threads, and a document package that the receiving team can verify quickly.
FAQ
F1:What should buyers confirm before ordering special threaded drill pipe?
Q1:Buyers should confirm drill pipe OD, wall thickness, grade, length range, upset type, connection type, tool joint OD/ID, make-up torque basis, hardbanding, internal coating, thread inspection scope, and required documents. For special threads, the connection drawing or gauge basis should be checked before production.
F2:Is special threaded drill pipe manufactured according to API 5DP?
Q2:The drill pipe body and welded tool joint can be supplied according to API 5DP / ISO 11961, while the thread connection is usually controlled by API 7-2, customer drawing, or project-specific connection data. The purchase order should clearly separate the pipe body standard and the thread inspection requirement.
F3:Why is thread gauging important for special threaded drill pipe?
Q3:Thread gauging verifies whether the pin and box connection geometry matches the required standard or drawing. It helps reduce the risk of poor make-up, incorrect standoff, shoulder damage, galling, connection mismatch, and rig-site rejection.
F4:What connection types are available for special threaded drill pipe?
Q4:Common options include NC series, FH, IF, REG, high-torque connections, double-shoulder connections, and drawing-based special threads. The final connection should be selected according to drilling torque, existing string compatibility, tool joint size, rig equipment, and approved make-up torque data.