G105 drill pipe and S135 drill pipe are high-strength API 5DP drill pipe grades used in rotary drilling strings to carry axial load, transmit torque, circulate drilling fluid and connect the rig to the bottom-hole assembly. Both are normally manufactured from heat-treated seamless alloy steel pipe bodies with upset ends, then friction-welded to alloy steel tool joints with rotary shouldered connections. G105 has a 105 ksi minimum yield strength, while S135 has a 135 ksi minimum yield strength.
The difference between G105 and S135 is not only a strength number. S135 provides higher tensile and torque margin, but the final selection should also consider well depth, hook load, dogleg severity, fatigue exposure, connection capacity, sour-service risk, tool joint condition and inspection documents. For controlled medium-to-deep wells, G105 may be enough; for deeper, longer or higher-torque drilling sections, S135 may be required.
Quick Answer: When to Choose G105 or S135 Drill Pipe
| Selection Question | G105 Drill Pipe | S135 Drill Pipe |
| Strength level | 105 ksi minimum yield strength | 135 ksi minimum yield strength |
| Best fit | Medium-to-deep wells, directional wells, controlled high-load sections | Deep wells, high-torque drilling, extended-reach and complex well profiles |
| Main advantage | Balanced strength, availability and cost control | Higher tensile capacity and stronger load margin |
| Main caution | Still needs fatigue and connection review | Higher strength does not remove fatigue, H₂S or connection risk |
| Typical review point | Whether X95 is not enough but S135 is not necessary | Whether G105 leaves insufficient load or torque margin |
| Inspection focus | MTC, dimensional report, NDT, thread gauge record, tool joint check | MTC, impact/hardness review, NDT, thread inspection, weld-zone and tool joint control |
If the well has moderate depth, controlled dogleg severity and no extreme torque demand, G105 may be enough. If the well has high suspended string weight, high overpull risk, long horizontal displacement or severe rotary torque, S135 should be reviewed.
API 5DP Strength Difference Between G105 and S135
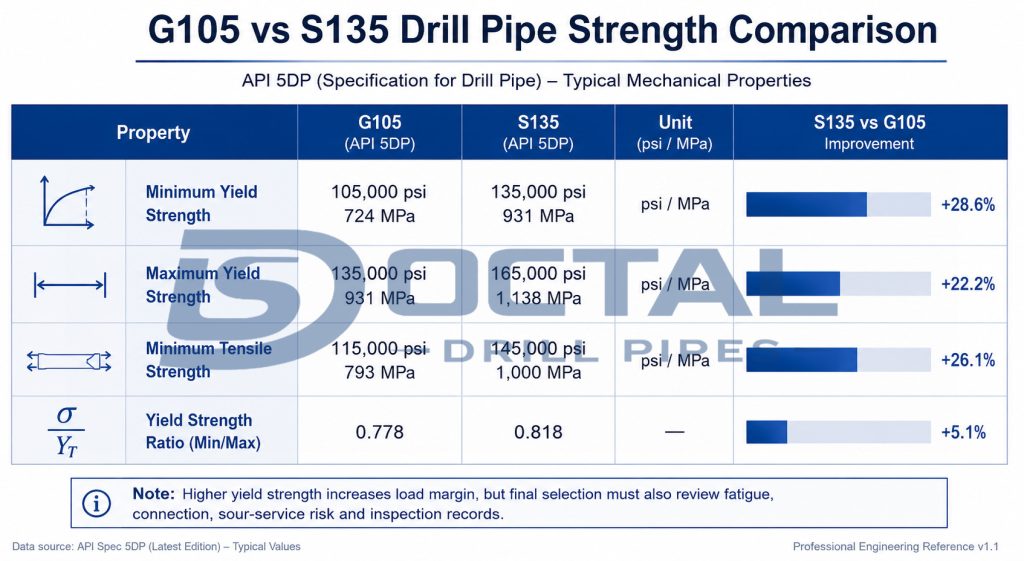
In API 5DP drill pipe grades, the number in G105 and S135 refers to the specified minimum yield strength in thousands of psi. G105 means a 105 ksi minimum yield strength grade, while S135 means a 135 ksi minimum yield strength grade.
| Grade | Minimum Yield Strength | Maximum Yield Strength | Minimum Tensile Strength | Practical Meaning |
| G105 | 105,000 psi / 724 MPa | 135,000 psi / 931 MPa | 115,000 psi / 793 MPa | Higher-load drilling where X95 may not provide enough margin |
| S135 | 135,000 psi / 931 MPa | 165,000 psi / 1138 MPa | 145,000 psi / 1000 MPa | Deep, high-tension, high-torque and extended-reach drilling |
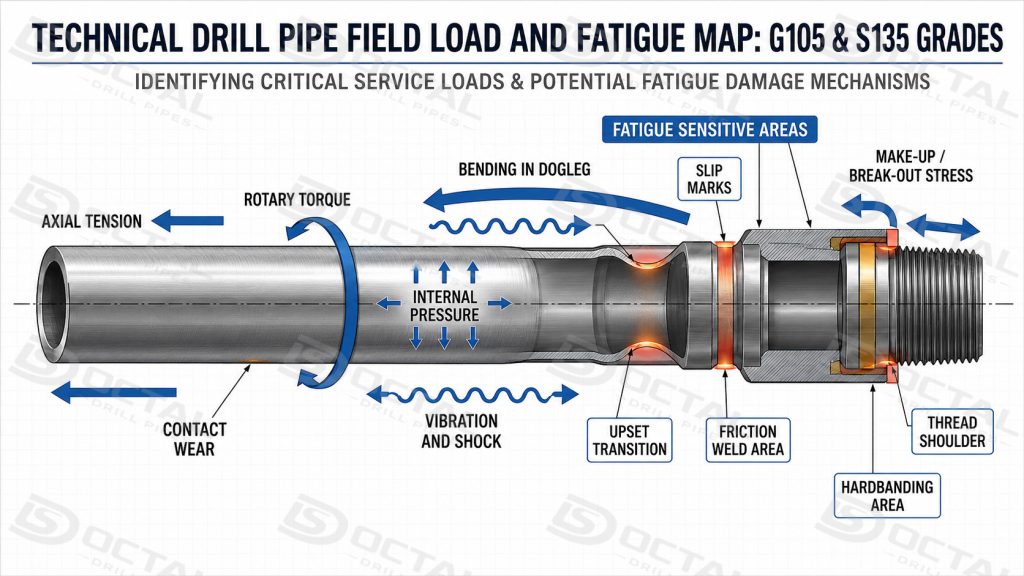
This strength gap is important, but it is only the first layer of selection. A drill pipe string is not loaded by static tension alone. During drilling, the pipe body works under combined tension, torque, internal pressure, bending stress, vibration, contact wear and repeated make-up / break-out cycles.
That is why a stronger grade cannot be treated as a universal upgrade. If the connection is mismatched, the tool joint shoulder is worn, the hardbanding is damaged, or the drill pipe lacks traceable inspection records, higher yield strength will not solve the field acceptance problem.
G105 and S135 Drill Pipe Selection by Strength and Service Demand
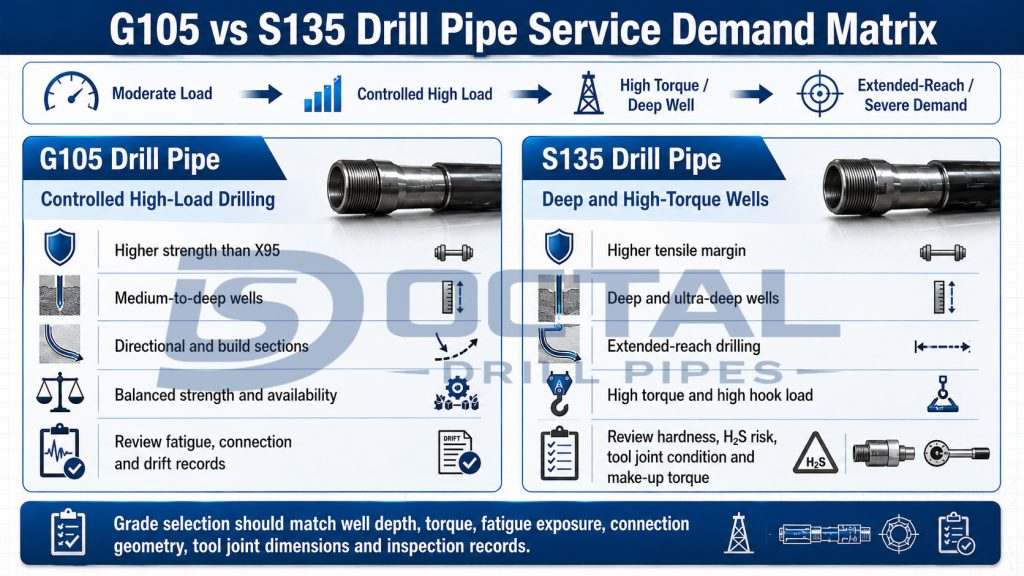
G105 and S135 drill pipe are both high-strength API 5DP grades, but they are usually selected for different drilling demands. G105 is often used when the drilling program needs higher strength than X95, while S135 is selected when deeper wells, longer horizontal sections or higher torque demand require a stronger pipe body. The selection should not be based on grade name alone. Well depth, tensile load, torque, fatigue exposure, connection type, tool joint dimensions and inspection records should be reviewed together.
G105 Drill Pipe for Controlled High-Load Drilling
G105 drill pipe is commonly selected when the drilling string needs more strength than X95, but the full drilling program does not require S135. It is suitable for medium-to-deep wells, directional sections, build-and-hold intervals and controlled high-load drilling conditions where tensile load, torque and bending fatigue are higher than conventional service.
The main value of G105 is balance. It provides a useful strength increase while keeping the specification close to common API drill pipe supply ranges. For many drilling programs, this avoids unnecessary grade escalation when the well profile is demanding but still controlled.

G105 drill pipe is often reviewed for:
- deeper vertical wells where X95 leaves limited tensile margin;
- directional wells with combined axial load and bending fatigue;
- build sections where torque and drag increase;
- drilling strings that need higher load capacity without moving directly to S135;
- replacement or mixed-string orders where connection compatibility is a major control point.
The key risk for G105 is not only whether the pipe body meets the grade requirement. Fatigue may start at slip marks, corrosion pits, hardbanding defects, thread shoulder damage or the upset transition area. A G105 order should therefore be checked by OD, nominal weight, wall thickness, range, upset type, connection, tool joint OD/ID, drift diameter, hardbanding condition and inspection class.
S135 Drill Pipe for Deep and High-Torque Wells
S135 drill pipe is the higher-strength option in this comparison. It is normally selected when the drilling program needs more tensile capacity, more torque reserve or a higher safety margin under complex well conditions. Compared with G105, S135 provides a stronger pipe body, but it also requires closer control of toughness, hardness, connection condition and traceability documents.

S135 drill pipe is often reviewed for:
- deep and ultra-deep wells with high suspended string weight;
- long horizontal sections and extended-reach drilling;
- high-torque rotary drilling and reaming operations;
- high overpull risk during tripping or stuck-pipe recovery;
- complex directional wells with severe dogleg or long build sections;
- drilling programs where G105 does not provide enough load margin.
S135 can improve the strength margin of the drill string, but it should not be treated as an automatic upgrade. Higher-strength drill pipe still needs careful review of fatigue exposure, sour-service risk, friction weld quality, thread condition, tool joint performance and make-up torque control.
For S135 drill pipe, the full specification should include pipe size, nominal weight, wall thickness, range, upset type, connection, tool joint OD/ID, drift requirement, internal coating, hardbanding, make-up torque, inspection standard and document package. The grade name is only one part of the technical description. Field acceptance depends on whether the complete drill pipe joint matches the drilling program and the required inspection records.
Load, Torque and Fatigue Factors in G105 and S135 Drill Pipe Selection
G105 and S135 drill pipe should be compared under real drilling loads, not only by yield strength. In the rig, the pipe body and connection may work under axial tension, rotary torque, internal pressure, bending, vibration, contact wear and repeated make-up / break-out cycles. These loads often act together in directional, horizontal and extended-reach wells.
| Drilling Condition | Main Load Concern | G105 Review Point | S135 Review Point |
|---|---|---|---|
| Deeper vertical wells | Suspended string weight and overpull margin | Suitable when the load is higher than X95 can comfortably handle but still controlled | Reviewed when string weight, overpull risk or safety margin requires a stronger pipe body |
| Directional and horizontal wells | Torque, drag and bending fatigue | Check dogleg severity, connection capacity, tool joint condition and fatigue-sensitive areas | Consider when torque, drag and repeated bending exceed the comfortable margin of G105 |
| Extended-reach drilling | High torque and long lateral displacement | May be limited when horizontal displacement and torque increase | Often reviewed for higher tensile and torque reserve, but still depends on connection and tool joint control |
| Replacement or mixed-string orders | Compatibility with the existing string | Must match OD, weight, range, connection, tool joint OD/ID and drift | Must also match make-up torque, shoulder condition, hardbanding and inspection class |
Fatigue-sensitive areas should be reviewed carefully. Slip marks, hardbanding edges, corrosion pits, upset transitions, friction weld zones and thread shoulders can become initiation points under repeated bending or vibration.
A well-specified G105 string may perform better than a poorly matched S135 string if the connection, inspection class and fatigue exposure are properly controlled. A pipe that is correct by grade but wrong by connection or tool joint dimension may still fail field matching.
Sour Service and H₂S Risk in G105 and S135 Drill Pipe
H₂S exposure changes the selection logic. In sour or H₂S-containing drilling conditions, higher-strength steels can become more sensitive to sulfide stress cracking and hydrogen embrittlement. This does not mean G105 or S135 can never be used in such environments. It means the grade cannot be selected by strength alone.
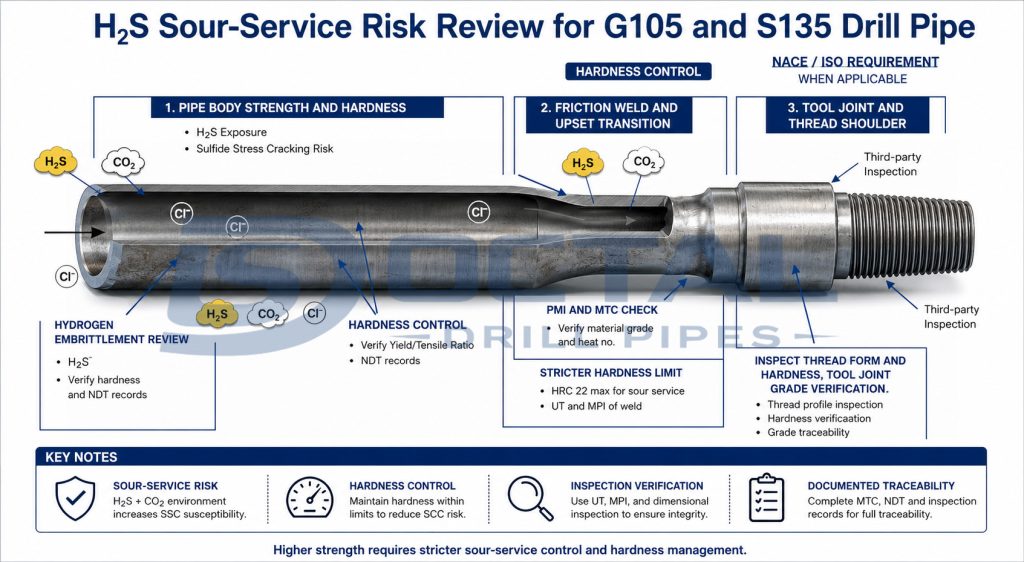
For G105 and S135 drill pipe, sour-service review should consider:
- H₂S partial pressure and exposure condition;
- CO₂, chloride, temperature and drilling fluid chemistry;
- hardness control of pipe body, tool joint and weld zone;
- surface condition, corrosion pits and mechanical damage;
- NACE / ISO sour-service requirement, when applicable;
- PMI, MTC, hardness records and third-party inspection;
- whether a sour-service or special material drill pipe route is required.
S135 has higher strength than G105, but in H₂S conditions that higher strength can also require stricter crack-resistance review. For this reason, S135 should not be treated as an automatic solution for sour wells. If the project specification includes H₂S, CO₂, chloride or high temperature, the material route, hardness limit, inspection class and document package should be confirmed before order release.
Connection and Tool Joint Control
G105 and S135 drill pipe are not only pipe bodies. A complete drill pipe joint includes the seamless pipe body, upset transition, friction weld zone, tool joint, pin / box thread, shoulder, drift path and sometimes internal coating or hardbanding.
Connection control is often where field problems appear.
Common connection-related checks include:
| Check Item | Why It Matters |
| Connection type | NC, IF, FH, REG or premium connection must match the existing string |
| Tool joint OD | Affects wear, handling and compatibility with drill string design |
| Tool joint ID | Controls hydraulic clearance and drift path |
| Make-up torque | Must match connection design and rig practice |
| Thread gauge record | Confirms thread form, shoulder condition and connection acceptance |
| Shoulder condition | Controls torque transfer and sealing contact |
| Hardbanding | Affects tool joint wear and casing-friendly performance |
| Thread protector | Prevents handling damage before field use |
A common market example is 5″ drill pipe with NC50 connection. But “5″ G105 NC50” or “5″ S135 NC50” is still not a complete order description. Tool joint OD, tool joint ID, upset type, range, drift diameter, hardbanding and inspection documents must also be confirmed.
When connection geometry, shoulder contact or make-up torque becomes the controlling factor, special threaded drill pipe can be reviewed to match the existing drill string and rig-side connection requirements.
If the connection is not suitable, the pipe may meet API 5DP mechanical requirements but still fail during rig-site matching or make-up torque control. Grade strength cannot compensate for wrong connection geometry.
Inspection and Document Review for G105 and S135 Drill Pipe
Inspection is the step that turns a grade name into verifiable drill pipe. For G105 and S135, the review should cover the pipe body, upset area, friction weld zone, tool joint, thread connection, drift path, marking and final document package. The purpose is not only to prove the yield strength, but also to show that each joint can be matched, made up, inspected and traced before shipment release.
Main Inspection Items Before Shipment
| Inspection Item | How It Is Usually Performed | What It Verifies |
|---|---|---|
| Visual and marking inspection | Each joint is checked for pipe number, size, grade, range, connection, heat number, stencil marking, color band and thread protector condition. | Confirms that the physical pipe matches the order, MTC and packing list. |
| Dimensional inspection | OD, wall thickness, length, straightness, upset dimensions, tool joint OD/ID and shoulder dimensions are measured with calibrated tools. | Confirms fit-up, string compatibility, drift clearance and compliance with the ordered specification. |
| Pipe body NDT | Ultrasonic testing, electromagnetic inspection or other project-specified NDT methods are applied to detect internal or surface defects. | Screens the pipe body for cracks, laminations, wall-loss areas or unacceptable discontinuities. |
| Friction weld zone inspection | The weld area between pipe body and tool joint is visually checked and normally reviewed by NDT according to the ITP. | Controls one of the most critical transition areas under torque, bending and tensile load. |
| Tool joint inspection | Tool joint OD, ID, shoulder face, hardbanding area and pin / box condition are checked before release. | Ensures torque transfer, wear resistance, connection matching and handling reliability. |
| Thread gauge inspection | Pin and box threads are checked by proper thread gauges. Shoulder condition, thread form, taper and visible damage are reviewed. | Confirms that the connection can be made up correctly at the rig site. |
| Drift test | A specified drift mandrel is passed through the pipe bore and tool joint ID. | Verifies internal clearance for drilling fluid flow and downhole tool passage. |
| Hardness test | Hardness readings are taken on the pipe body, tool joint or weld zone when required by grade, sour-service review or project ITP. | Helps control high-strength material condition and cracking sensitivity, especially for S135 or sour-service programs. |
| Impact test | Charpy V-notch specimens are machined from the required material location, cooled to the specified temperature and broken by pendulum impact testing. | Measures absorbed energy and supports toughness review for low-temperature, offshore or project-specified service. |
| Hydrostatic or pressure-related test | When specified by the order or ITP, pressure testing is performed under controlled pressure and holding time. | Verifies pressure integrity, sealing performance and absence of leakage under the required test condition. |
| Document review | MTC, heat records, test reports, NDT records, dimensional reports, thread gauge records and packing list are compared against pipe marking. | Confirms traceability from material heat to final shipped joint. |
How the Key Tests Are Reviewed
Mechanical test review
Mechanical testing verifies whether the pipe body meets the required API 5DP grade. The report should show actual yield strength, tensile strength and elongation values, with heat number and specimen reference, not only a general “passed” result.
Impact test review
Impact testing is required when toughness or low-temperature performance needs verification. Charpy V-notch specimens are tested at the specified temperature, and the absorbed energy value is recorded to assess resistance to brittle fracture under dynamic loading.
Hardness review
Hardness testing helps control cracking sensitivity in high-strength drill pipe, especially around the tool joint, friction weld zone and sour-service exposure. Results may be recorded by HB, HRC or HV method according to the project requirement.
NDT review
NDT is used to detect defects that visual inspection cannot confirm. The pipe body, upset area, weld zone, tool joint or thread area may be checked by ultrasonic, electromagnetic, magnetic particle or other project-specified methods according to the ITP.
Thread and connection review
Thread gauge inspection confirms the pin / box connection, shoulder condition and make-up compatibility. Even when the pipe body meets G105 or S135 strength requirements, incorrect thread geometry or shoulder damage can still cause rig-site matching problems.
For S135, hardness and weld-zone control deserve closer attention because the grade is higher strength. For G105, fatigue, connection compatibility and mixed-string traceability are often the practical control points.
Selection Risks When Comparing G105 and S135 Drill Pipe
Strength Grade Is Only One Part of the Selection
S135 provides higher yield strength than G105, but higher strength does not automatically make the drill string safer. Fatigue exposure, connection damage, thread shoulder wear, weld-zone quality and H₂S sensitivity may still become the controlling service risks.
G105 Is Still a High-Strength API 5DP Grade
G105 should not be treated as a low-grade option. It is a high-strength API 5DP drill pipe grade that can be suitable for medium-to-deep wells, directional drilling and controlled high-load sections when torque, drag and fatigue exposure remain within the accepted range.
Connection and Tool Joint Details Control Field Matching
A drill pipe specification should not stop at grade and OD. Connection type, tool joint OD/ID, shoulder condition, make-up torque and thread gauge records directly affect rig-site matching, torque transfer and connection acceptance.
Sour-Service Conditions Need Separate Review
H₂S exposure requires material, hardness and environmental review. A higher-strength pipe body does not automatically improve sour-service performance, especially when sulfide stress cracking or hydrogen embrittlement risk is part of the project specification.
Document Traceability Supports Final Acceptance
The MTC, heat number, inspection report and packing list should match the pipe marking. When the document chain is incomplete, receiving inspection becomes difficult and field acceptance risk increases.
Conclusion
G105 and S135 drill pipe are both high-strength API 5DP grades, but they are not selected by strength number alone. G105 is often the balanced choice for medium-to-deep wells and controlled directional drilling where X95 is not enough but S135 may be unnecessary. S135 is selected when deeper, longer, higher-torque or more complex drilling profiles require a stronger pipe body and higher load margin.
FAQ
Is S135 drill pipe always better than G105?
No. S135 has higher yield strength, but it is not automatically better for every well. G105 may be suitable when load, torque, dogleg severity and fatigue exposure remain within a controlled range
What is the main difference between G105 and S135 drill pipe?
The main difference is strength level. G105 has 105 ksi minimum yield strength, while S135 has 135 ksi minimum yield strength. Final selection should also include connection, tool joint, fatigue, sour-service condition and inspection documents.
Can G105 drill pipe be used in directional wells?
Yes, G105 is commonly reviewed for directional wells where higher load margin than X95 is required. Dogleg severity, torque, drag, fatigue exposure and connection capacity should be checked before selection.
S135 drill pipe be used in sour service??
S135 should not be selected for sour service by grade name alone. H₂S exposure requires review of material condition, hardness, environment, NACE / ISO requirement, inspection scope and project-specific approval.
What documents should be supplied with G105 or S135 drill pipe?
Common documents include MTC, heat number record, mechanical test record, hardness record, dimensional report, NDT report, thread gauge record, drift test record and packing list.