API 5DP drill pipe inspection before shipment is a technical release review that verifies whether the finished pipe matches its specified grade, size, connection, inspection scope and document identity. For drill pipe with upset pipe-body ends and welded-on tool joints, final inspection should not stop at surface appearance. The pipe body, upset transition, weld zone, tool joint, rotary shouldered connection, NDT records, MTC, marking and packing list all need to point to the same product identity before shipment release.
For API 5DP drill pipe, this review is important because the pipe works under combined tension, torque, bending load, drilling fluid pressure and repeated fatigue cycles. A mismatch in grade marking, tool joint condition, thread inspection, heat number traceability or NDT record can create uncertainty even when the pipe looks ready for loading. The purpose of pre-shipment inspection is to confirm that the physical pipe, test records and shipment documents describe the same drill pipe without conflict.
What API 5DP Drill Pipe Inspection Means Before Shipment
API 5DP covers steel drill pipe with upset pipe body ends and welded-on tool joints, so pre-shipment inspection must verify more than the pipe body. The review should confirm that the pipe body, upset transition, weld zone, tool joint, box/pin connection, dimensional results, thread inspection, NDT records, material certificate and final packing information all match the required grade, size, connection and release condition.
| Inspection Area | What It Confirms Before Shipment |
|---|---|
| Pipe body and upset area | OD, wall thickness, length, surface condition, upset transition and visible damage check |
| Tool joint and connection | Box/pin identity, shoulder face, thread condition, seal surface and protector fit |
| NDT records | Inspected zone, test method, result, acceptance basis and pipe / lot identity |
| MTC and traceability | Heat number, grade, chemical composition, mechanical properties and marking consistency |
| Marking and packing | Visible pipe identity, bundle tag, quantity, length and packing list consistency |
A pre-shipment review is not a replacement for drilling design or used-pipe fatigue evaluation. Its role is to confirm that the drill pipe is released with the correct identity, acceptable inspection status and complete supporting records.


Standards Commonly Referenced in Drill Pipe Inspection
Different standards and references may appear in drill pipe inspection documents, but they do not all serve the same purpose. API 5DP is the main technical delivery specification for drill pipe. API 7-2 is commonly referenced for rotary shouldered connections, especially thread and gauging requirements. API RP 7G-2 is more often associated with inspection and classification of used drill stem elements. DS-1 may also appear in drilling tubular inspection programs where additional risk-based criteria are required.
| Standard / Reference | Main Role in Drill Pipe Inspection Context |
|---|---|
| API 5DP | Technical delivery condition for steel drill pipe with upset ends and welded-on tool joints |
| API 7-2 | Threading, gauging and inspection reference for rotary shouldered connections |
| API RP 7G-2 | Inspection and classification reference for used drill stem elements |
| DS-1 | Supplementary drilling tubular specification and inspection guidance |
| Project ITP | Defines actual witness points, NDT scope, inspection records and release documents |
This distinction matters. A shipment of newly manufactured API 5DP drill pipe should not be described only with general used-pipe inspection language. The final review should connect the pipe’s manufacturing condition, dimensional results, tool joint inspection, NDT evidence and document package.
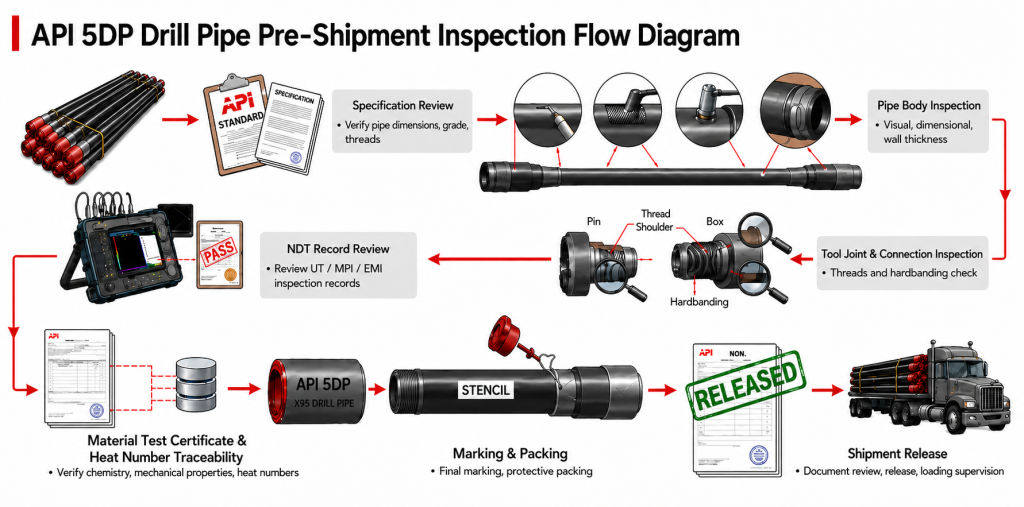
Pre-Shipment Inspection Flow for API 5DP Drill Pipe
A practical drill pipe inspection before shipment normally follows a release chain. Each step supports the next one, so the final conclusion is based on matching evidence rather than a single observation.
A typical API 5DP drill pipe pre-shipment inspection flow includes:
- Specification review: grade, OD, nominal weight, wall thickness, upset type, length range, connection and PSL requirement.
- Pipe body check: OD, wall thickness, length, straightness, surface condition and visible handling marks.
- Upset and weld zone review: transition area, weld-related zone, surface condition and test record consistency.
- Tool joint and thread inspection: box/pin condition, shoulder face, thread profile, seal surface, hardbanding and thread protector.
- Drill pipe NDT inspection review: UT, MPI, EMI or other inspection records according to the defined scope.
- Drill pipe MTC review: heat number, chemistry, mechanical properties, grade identity and test data.
- Drill pipe marking verification: grade, size, connection, heat/lot identity and pipe number where applicable.
- Packing and shipment release: bundle tags, quantity, length tally, packing list and shipment document match.
The release decision should be made only when the physical pipe, drill pipe inspection records and shipment documents tell the same story.
Pipe Body and Dimensional Checks Before Shipment Release
Drill pipe dimensional inspection is one of the first physical checks before release. The pipe body must match the required size and tolerance basis, but the inspection should also look at areas where real service problems may start, such as the upset transition, slip area and surface damage zones.
| Inspection Item | What Should Be Checked | Why It Matters |
|---|---|---|
| OD and wall thickness | OD and WT against the specified size and tolerance basis | Confirms dimensional acceptance and basic strength margin |
| Length range | R1, R2, R3 or project-specified length | Supports drill string tally and shipment quantity control |
| Upset transition and pipe body surface | Upset area, dents, gouges, pitting, corrosion or abnormal handling marks | These areas may become fatigue initiation points |
| Drift / ID check | Internal clearance where required by specification | Helps verify bore clearance and tool compatibility |
Dimensional inspection should be consistent with pipe marking and packing records. If size, wall thickness, length or pipe identity does not match the document package, the issue should be clarified before shipment release.
Tool Joint, Thread and Rotary Shouldered Connection Inspection
A drill pipe body may pass dimensional checks, but the connection area still needs separate attention. The pipe body mainly carries tension and bending load, while the tool joint and rotary shouldered connection carry torque, makeup load and shoulder contact stress. This is why drill pipe tool joint inspection and drill pipe thread inspection should not be treated as minor visual steps.
Important areas to review include:
- Box and pin connection identity
- Thread profile and visible thread damage
- Shoulder face contact condition
- Seal surface condition where applicable
- Tool joint OD and ID
- Hardbanding width, placement and surface condition
- Tong area marks or mechanical damage
- Thread protector fit before packing
Thread damage, galled threads, shoulder dents or incorrect protectors may not look serious in a loading photo, but they can affect makeup quality and connection reliability. Before shipment, the connection information should match the specification, marking and inspection records.
NDT Review: UT, MPI and Weld Zone Inspection Records
Drill pipe NDT inspection should be reviewed as a record-based control point, not only as a list of testing names. Depending on the specification and inspection plan, NDT may involve ultrasonic testing, magnetic particle inspection, electromagnetic inspection or other approved methods.
| NDT / Record Item | What to Verify Before Release |
|---|---|
| UT record | Pipe number or batch identity, inspected zone, result and acceptance basis |
| MPI record | Tool joint, thread, shoulder or weld-sensitive area inspection result |
| EMI / full-length scan | Scope, calibration reference, inspected length and report traceability |
| Weld zone record | Inspection method, tested area and acceptance result |
| Hardness record | Test location, method, value and heat / lot linkage when required |
| Inspector information | Inspection date, inspector identity and applicable procedure or ITP |
NDT review is especially important for higher-strength drill pipe grades and demanding service conditions. A clean surface appearance does not prove that the weld zone, upset area or thread shoulder has been properly inspected. The inspection report should show what was tested, where it was tested, how it was accepted and which pipe or lot it belongs to.
MTC, Heat Number and Traceability Review
A drill pipe MTC is one of the main documents reviewed before shipment. It should support the grade identity, heat number, chemical composition, yield strength, tensile strength, elongation and other required mechanical data. For drill pipe with welded-on tool joints, related material and processing records may also need to be reviewed according to the agreed inspection scope.
Marking alone is not enough. A pipe marked as a certain grade should be supported by a traceability chain from material record to final shipment document.
| Document / Record | What It Confirms |
|---|---|
| MTC / material certificate | Grade, heat number, chemical composition and mechanical properties |
| Heat number traceability | Link between pipe body material and test records |
| Mechanical test records | Yield strength, tensile strength, elongation, hardness or impact data where applicable |
| NDT records | Inspected zone, test method, result and acceptance basis |
| Marking photos | Visible grade, size, connection and pipe identity |
| Packing list | Bundle number, quantity, length, grade, connection and shipment identity |
A strong traceability chain usually follows this logic:
Pipe marking → Heat number → MTC → Mechanical test records → NDT records → Packing list → Shipment documents
If one link is missing or inconsistent, the release status becomes uncertain. This is one of the most common reasons why drill pipe shipment release may be delayed during final review.
Marking, Packing List and Final Shipment Release
Drill pipe marking verification is the point where the physical product and document package meet. Before shipment release, the visible pipe marking should match the inspection report, MTC, NDT records and packing list. This review helps prevent mixed-size, mixed-grade or mixed-connection shipments, especially when multiple bundles, lengths or connection types are prepared together.
The final release review should confirm:
- Grade, size, connection and length are consistent with the specification.
- Pipe number, heat number or lot identity matches the MTC and inspection records.
- Drill pipe NDT records are linked to the correct pipe or batch.
- Marking is readable and consistent with the packing list.
- Bundle tags, quantity and length summary match the shipment documents.
- Thread protectors are correctly installed before handling and loading.
- Marking photos and bundle identity records are available when required.
A technically acceptable pipe can still create release problems if its marking, packing list or document identity does not match. “Cargo ready” and “ready for release” are not the same condition. Cargo may be physically packed, but shipment release should only happen after inspection records, MTC, marking and packing documents are aligned.
API 5DP Drill Pipe Inspection Checklist Before Shipment
A practical drill pipe inspection checklist should focus on the items that affect release: specification match, pipe condition, connection integrity, inspection records, and document consistency.
| Checkpoint | Release Question |
|---|---|
| Specification match | Does the pipe match the required grade, size, connection, upset type and length range? |
| Pipe body and upset area | Are OD, wall thickness, straightness, surface condition and upset transition acceptable? |
| Tool joint and thread | Are box/pin, shoulder face, thread condition, hardbanding and thread protectors acceptable? |
| NDT and MTC records | Are NDT records, heat number, mechanical properties and MTC linked to the correct pipe identity? |
| Marking and packing | Do pipe marking, bundle tags, quantity, length summary and packing list match before release? |
A shipment should not be released only because the pipes are packed. The stronger release basis is a matched set of physical inspection results, drill pipe NDT records, drill pipe MTC, marking verification and packing information.
Common Findings That Can Delay Drill Pipe Release
Most drill pipe release delays come from mismatches between the physical pipe, inspection records and shipment documents. These issues may look small during packing, but they can affect traceability, connection reliability or final acceptance.
| Finding Before Release | Why It Matters | What Should Be Reviewed |
|---|---|---|
| Thread or shoulder damage | May affect makeup quality and connection contact | Thread inspection, shoulder face condition and protector fit |
| Missing or inconsistent marking | Breaks the link between pipe identity and documents | Pipe marking, heat number, MTC and packing list |
| NDT record mismatch | Creates uncertainty over which pipe or lot was inspected | Pipe number, heat / lot, inspected zone and report date |
| Size, length or packing inconsistency | May affect tally control and shipment release | Dimensional report, bundle tag and packing list |
These findings should be clarified before shipment release. The purpose is not to add paperwork, but to make sure the drill pipe, inspection records, MTC, marking and packing list describe the same shipment.
FAQ
F1:What should be verified before API 5DP drill pipe is released for shipment?
Q1:Before release, the drill pipe should be checked against its grade, size, connection, upset type, length range and inspection scope. The physical pipe condition, tool joint and thread inspection, NDT records, MTC, marking and packing list should all match the same pipe identity.
F2:Is visual inspection enough for API 5DP drill pipe before shipment?
Q2:No. Visual inspection can find obvious surface damage, but it cannot fully verify wall thickness, tool joint condition, thread profile, NDT status or material traceability. A release review should include dimensional checks, connection inspection, NDT record review, MTC verification and marking confirmation.
F3:Why should MTC and NDT records be checked together?
Q3:MTC confirms the material identity, heat number, chemical composition and mechanical properties, while NDT records confirm the inspected zone, method, result and acceptance basis. Checking them together helps prove that the marked drill pipe, test records and shipment documents refer to the same pipe or lot.
F4:What problems can delay drill pipe shipment release?
Q4:Common release delays include damaged threads or shoulders, unreadable marking, missing heat number traceability, NDT records not linked to the correct pipe, size or length mismatch, incorrect bundle tags, missing thread protectors or packing list inconsistencies. These issues should be clarified before loading, even if the drill pipe is already packed.