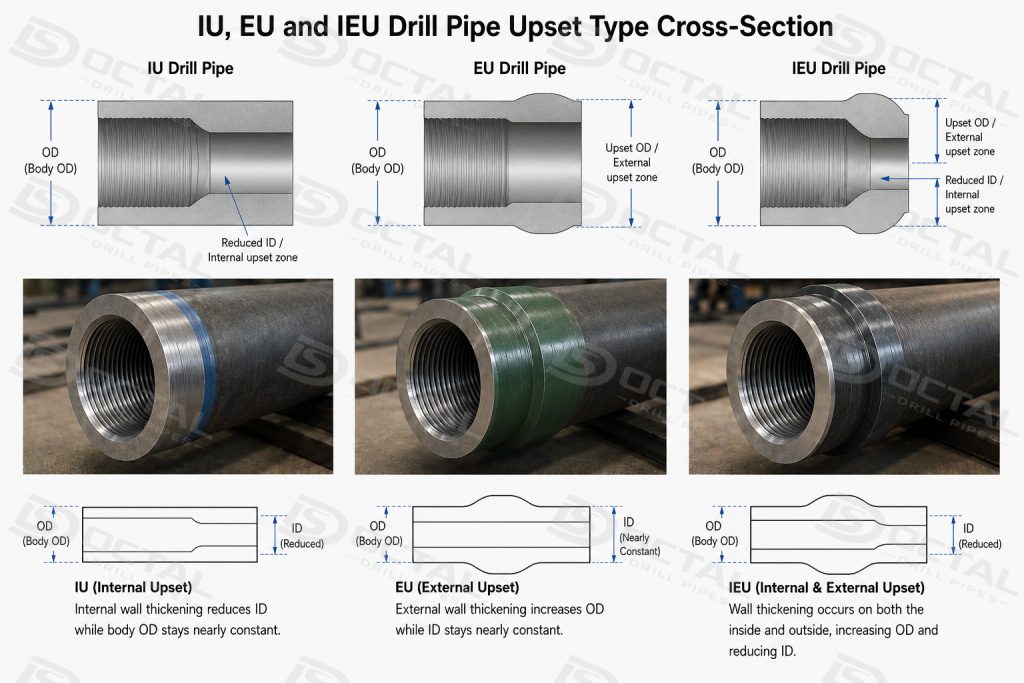
IEU, EU and IU drill pipe describe how the pipe end is upset before the tool joint is welded to the drill pipe body. Under API 5DP drill pipe design, the upset type defines where extra wall thickness is formed at the pipe end, and this directly changes the pipe-end geometry. IU, or internal upset, thickens the bore side and reduces ID. EU, or external upset, thickens the outside profile and keeps a more open internal flow path. IEU, or internal-external upset, adds wall thickness on both sides, reducing ID and increasing OD near the tool joint.
These geometry differences affect more than the visible pipe-end shape. They influence drift clearance, drilling-fluid flow, internal tool passage, tool-joint weld support, stress transition and final inspection acceptance near the tool joint. For technical review, IU, EU and IEU should be checked together with pipe size, wall thickness, grade, connection, drift requirement and inspection records, because the same drill pipe grade can perform differently when the upset geometry changes.
What Is Drill Pipe Upset?
Drill pipe upset is the thickened pipe-body end formed before the tool joint is attached. In the upset process, the tube end is locally heated and forged so that additional wall thickness is formed at the pipe end. This extra wall thickness provides stronger support around the tool joint weld area and helps compensate for the geometry change between the pipe body and the connection.
| Item | Practical Meaning |
|---|---|
| Upset location | Pipe-body end before tool joint welding |
| Main purpose | Adds pipe-end wall thickness and weld-zone support |
| Geometry impact | Changes ID, OD or both depending on IU / EU / IEU |
| Key inspection concern | Transition smoothness, drift clearance, OD/ID consistency and surface condition |
For API 5DP drill pipe, upset type should be confirmed together with grade, OD, wall thickness, connection and length range. IU, EU and IEU create different pipe-end geometries, which directly affect bore clearance, outside profile, tool joint weld support, transition smoothness and final inspection acceptance.
IU, EU and IEU Drill Pipe Compared
The key difference between internal upset drill pipe, external upset drill pipe and internal-external upset drill pipe is the direction in which the pipe-end wall thickness is increased before the tool joint is welded. This change is small in appearance, but it affects the bore size, outside transition, weld-area support and final inspection points near the tool joint.
IU thickens the pipe end toward the bore side, so the internal diameter becomes smaller and drift clearance becomes more sensitive. EU thickens the pipe end toward the outside profile, so the internal flow path is better maintained while the outside diameter increases. IEU adds wall thickness on both the internal and external sides, giving stronger support around the weld transition while reducing ID and increasing OD at the upset area.
| Upset Type | Full Name | ID Change | OD Change | Main Engineering Effect |
|---|---|---|---|---|
| IU | Internal Upset | ID decreases | OD mainly unchanged | Increases pipe-end wall thickness on the bore side; drift clearance and internal tool passage need closer review |
| EU | External Upset | ID mainly maintained | OD increases | Adds wall thickness on the outside profile while keeping a more open internal flow path |
| IEU | Internal-External Upset | ID decreases | OD increases | Adds wall support on both sides of the pipe end for stronger tool-joint weld support and a more robust transition |
Upset type should be reviewed together with pipe OD, wall thickness, grade, connection and length range. The same drill pipe grade can behave differently at the pipe end when the upset geometry changes. For acceptance review, the important points are drift diameter, internal flow path, outside transition profile, tool-joint weld support, surface condition and consistency with the marking and inspection records.
What the Upset Type Changes in Drill Pipe Performance
Upset type is a pipe-end geometry control item. It changes where the extra wall thickness is placed before tool-joint welding, so the effect is concentrated around the bore, outside transition and weld-zone support. In practical review, this affects whether the pipe can pass drift, maintain a stable drilling-fluid path, support the tool-joint weld area and avoid sharp stiffness changes near the pipe-body end.
| Review Area | Practical Effect of Upset Type |
|---|---|
| Bore and drift clearance | IU and IEU reduce usable ID at the upset area, so drift diameter, internal taper and tool passage need closer review. |
| Hydraulic path | EU keeps a more open internal bore, which helps reduce flow restriction compared with upset types that reduce ID. |
| Weld-zone and stress transition | Additional wall thickness supports the tool-joint weld area, but the transition must stay smooth to reduce local stress concentration. |
| External profile and inspection | EU and IEU increase the outside profile near the upset area, so OD transition, surface condition, hardness / NDT records and marking consistency should be checked. |
EU drill pipe is better suited when bore clearance, drilling-fluid circulation and internal tool passage are the main concerns. IU and IEU drill pipe need more attention to drift clearance and internal profile because the bore is reduced at the upset area. For high-flow drilling conditions, wireline tool passage or tight drift requirements, upset type should be checked together with pipe size, connection ID, tool-joint ID and the required inspection records.
IU Drill Pipe: Internal Upset and Bore Restriction
IU drill pipe, or internal upset drill pipe, has extra wall thickness formed toward the inside of the pipe end. The outside diameter remains mainly controlled, but the internal diameter is reduced at the upset area. This makes IU useful where outside profile control is important, but it also means bore clearance should be checked carefully.
The main review point for IU drill pipe is the internal transition. If the internal upset profile is too abrupt, it can affect drift, tool passage or internal flow behavior. API 5DP-related specification text states that the internal upset taper area should have a smooth profile and no sharp corners or drastic section changes that could cause a 90° hook-type tool to hang up.
Key review points for IU drill pipe include:
- Reduced internal diameter at the upset area
- Drift diameter and bore clearance
- Smooth internal taper profile
- Internal tool passage requirement
- Surface and dimensional condition near the upset transition
EU Drill Pipe: External Upset and Better Internal Flow Path
EU drill pipe, or external upset drill pipe, forms additional wall thickness mainly on the outside of the pipe end before tool-joint welding. Its internal diameter is better maintained than IU and IEU, so the bore path is more open for drilling fluid flow, drift clearance and internal tool passage.
The main review point for EU is the external upset profile. Since the OD increases near the pipe end, inspection should focus on OD transition, upset shoulder condition, weld-zone geometry and handling compatibility with rig-side equipment. The external transition should be smooth, measurable and free from laps, folds, cracks or forging-related surface defects.
EU drill pipe is usually reviewed for:
- Maintained ID for flow and tool passage
- External upset OD and transition profile
- Tool-joint weld area support
- Surface condition at the forged transition zone
- Hardness / NDT records and marking consistency
EU is a practical option when bore clearance and internal flow path are more important than keeping the outside profile close to the pipe-body OD.
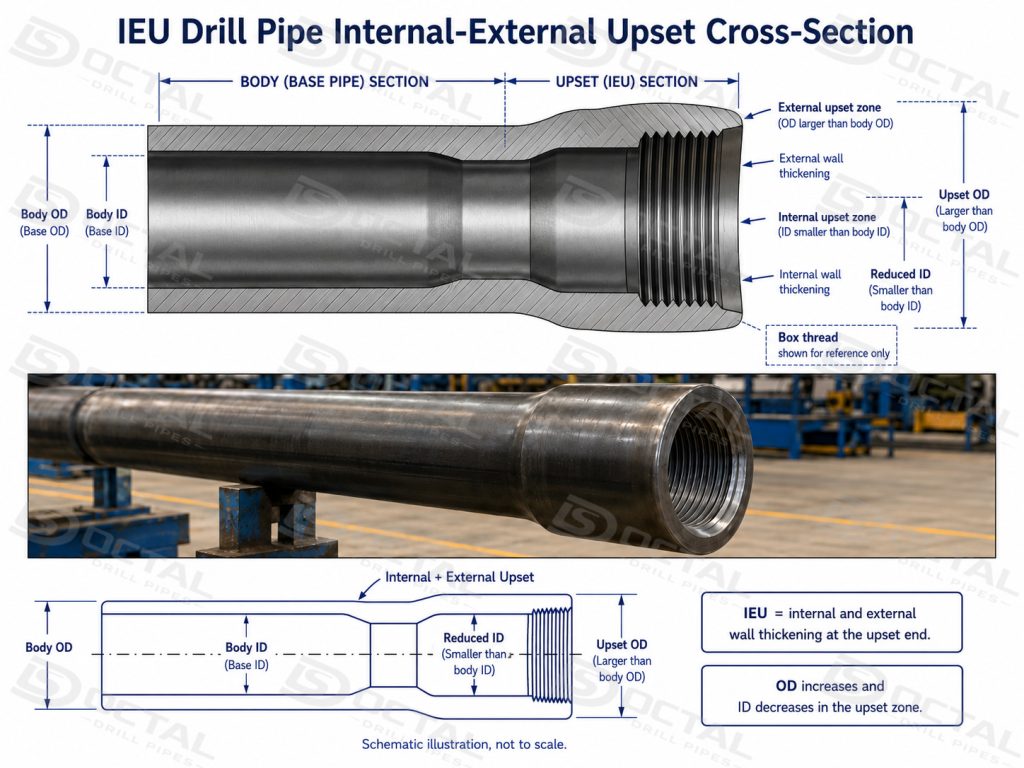
IEU Drill Pipe: Balanced Wall Support on Both Sides
IEU drill pipe, or internal-external upset drill pipe, increases outside diameter and decreases inside diameter at the pipe end. It adds wall support on both sides of the pipe-end section and is common in drilling applications where stronger end support is required. Workstrings describes IEU as an upset form that both increases OD and decreases ID.
IEU should not be selected only because it looks stronger. Its reduced ID means drift clearance and internal flow path still need review, while its increased OD means external transition and handling geometry also matter. The correct selection depends on connection design, bore requirement, hydraulic condition, tool joint interface and inspection acceptance.
Key review points for IEU drill pipe include:
- ID reduction and drift clearance
- OD increase and external transition profile
- Pipe-end wall support near the tool joint
- Fatigue-sensitive transition geometry
- NDT and dimensional inspection records
API 5DP and Upset Type in Drill Pipe Specification
In API 5DP drill pipe specification, upset type is part of the pipe-end identity. It is not a secondary label after grade or connection. The standard pipe description needs to identify whether the pipe body end is internally upset, externally upset or internally-externally upset, because each geometry changes how the pipe end connects with the tool joint.
A drill pipe grade such as E75, X95, G105 or S135 defines the mechanical strength level of the pipe body. The rotary shouldered connection defines the thread and shoulder interface. The upset type defines the wall-thickness distribution at the pipe end before tool-joint welding. These three items describe different parts of the drill pipe and should not be mixed together.
| Specification Element | Technical Meaning |
|---|---|
| Grade | Defines pipe body strength level, such as E75, X95, G105 or S135 |
| OD and wall thickness | Defines the main pipe body size and wall section |
| Upset type | Defines whether the pipe end is IU, EU or IEU |
| Rotary shouldered connection | Defines the thread and shoulder interface with the tool joint |
| Length range | Defines R1, R2, R3 or specified finished length control |
| Inspection records | Verify geometry, mechanical properties, test results and traceability |
The upset type becomes important because the tool joint is welded to a pipe end that has already been thickened. IU, EU and IEU create different pipe-end transitions, so the same nominal drill pipe size can have different bore restriction, outside profile and weld-zone support near the tool joint. This is why upset type should be read together with pipe size, grade, wall thickness, connection type and inspection records.
From an inspection view, the upset area is a geometry transition zone. The review should confirm that ID, OD, drift clearance, transition smoothness, surface condition, hardness / NDT records and marking information match the specified upset type. A grade alone cannot explain these pipe-end details, and a connection name alone cannot replace IU, EU or IEU identification.


Inspection Points for Drill Pipe Upset Area
The upset area should be treated as a controlled transition zone, not only as a thickened pipe end. IU, EU and IEU create different ID and OD profiles, so inspection needs to confirm that the upset geometry is smooth, measurable and consistent with the specified drill pipe design.
| Inspection Area | What Should Be Checked |
|---|---|
| ID and drift clearance | Bore restriction, internal taper and drift passage through the upset area |
| OD and external transition | Outside profile, upset shoulder, dimensional consistency and handling clearance |
| Surface and transition quality | Laps, folds, cracks, forging marks or abrupt geometry change near the pipe end |
| Weld-zone and records | Tool-joint weld support, hardness / NDT records, marking and document consistency |
Hardness review is important at the upset area because this section is close to the tool-joint weld zone and carries the pipe-end stress transition. Under API 5DP Addendum 1 review, hardness indentations on the upset surface should be properly spaced, with adjacent impressions not closer than three indentation diameters from center to center. This makes the hardness result more reliable and supports inspection of the upset area together with ID, OD, drift, surface condition and NDT records.
Common Misunderstandings About IEU, EU and IU Drill Pipe
Some misunderstandings come from treating IU, EU and IEU as simple naming differences. In practice, each upset type changes the pipe-end geometry, and that geometry affects bore clearance, hydraulic path, tool-joint weld support and local stress transition near the pipe body end.
| Misunderstanding | Technical Issue | Better Engineering Review |
|---|---|---|
| IEU is always the strongest option | IEU adds wall support on both sides, but it also reduces ID at the upset area | Review drift clearance, connection ID, hydraulic path and weld-zone support together |
| EU only improves flow | EU keeps a larger bore, but the increased OD changes the outside transition and handling clearance | Check OD transition, upset shoulder condition, weld-zone geometry and rig-side compatibility |
| IU only keeps the outside profile smaller | IU adds thickness toward the bore side, so internal restriction becomes the main concern | Review internal taper, drift passage and tool movement through the upset area |
| Grade or connection can define the upset type | Grade defines strength, and connection defines the thread / shoulder interface; neither replaces upset geometry | Read grade, pipe size, wall thickness, connection and upset type as separate technical identifiers |
The correct comparison is not about choosing one upset type as universally better. IU, EU and IEU solve different pipe-end geometry problems. A professional review should connect the upset type with ID, OD, drift requirement, fluid-flow path, tool-joint weld area, transition smoothness and inspection records. This gives a clearer picture of how the drill pipe will behave near the tool joint, where geometry change and stress transfer are concentrated.
FAQ
F1:What does upset type change in API 5DP drill pipe?
Q1:Upset type changes the pipe-end geometry before the tool joint is welded. It controls where extra wall thickness is formed, so it affects ID, OD, drift clearance, drilling-fluid flow path, weld-zone support and the transition between pipe body and tool joint.
F2:Is IEU drill pipe always better than EU or IU drill pipe?
Q2:No. IEU adds wall support on both the internal and external sides, but it also reduces ID at the upset area. It is useful where balanced weld-zone support is needed, but drift clearance, connection ID and hydraulic path still need to be reviewed together.
F3:Why does EU drill pipe usually provide a better internal flow path?
Q3:EU drill pipe adds most of the extra wall thickness to the outside profile, so the internal diameter is better maintained than IU or IEU. This helps keep a more open bore for drilling-fluid circulation, drift passage and internal tool movement, while the external OD transition still requires inspection.
F4:What should be checked at the drill pipe upset area?
Q4:The upset area should be checked for ID, OD, drift clearance, transition smoothness, surface laps or folds, tool-joint weld support, hardness / NDT records and marking consistency. The upset section is a controlled transition zone, not only a visible thickened pipe end.