X95 drill pipe is an API 5DP drill pipe grade with a minimum yield strength of 95,000 psi, used in drill strings that need higher pipe-body strength than E75 but do not necessarily require G105 or S135. It is commonly supplied with upset pipe ends, welded-on tool joints and rotary shouldered connections for drilling programs where tensile load, torque transfer, internal clearance and connection reliability must be reviewed together.
A finished API 5DP X95 drill pipe should not be accepted by grade marking alone. The selection should confirm OD, nominal weight, wall thickness, length range, upset type, tool joint OD / ID, connection type, drift diameter, make-up torque and inspection scope. For release before shipment, the pipe body, upset transition, friction weld zone, tool joint shoulder and thread root should match the approved data sheet, MTC, thread inspection record, drift test record, dimensional report and packing traceability documents.
API 5DP X95 Drill Pipe Grade Position
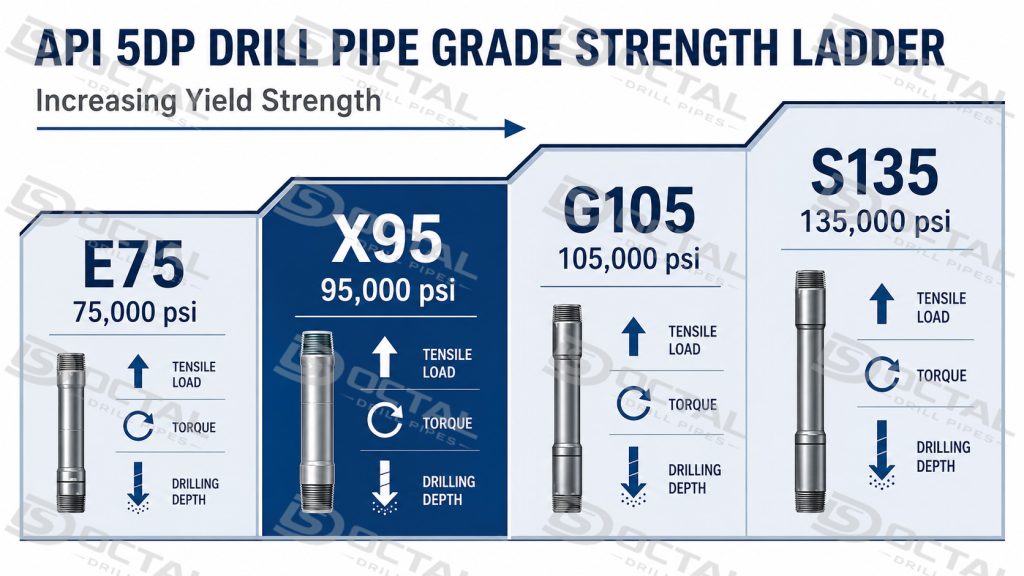
X95 belongs to the middle high-strength range of the API 5DP drill pipe grade system. It is commonly compared with E75, G105 and S135 because these grades define the practical strength range below and above X95 in drill string design.
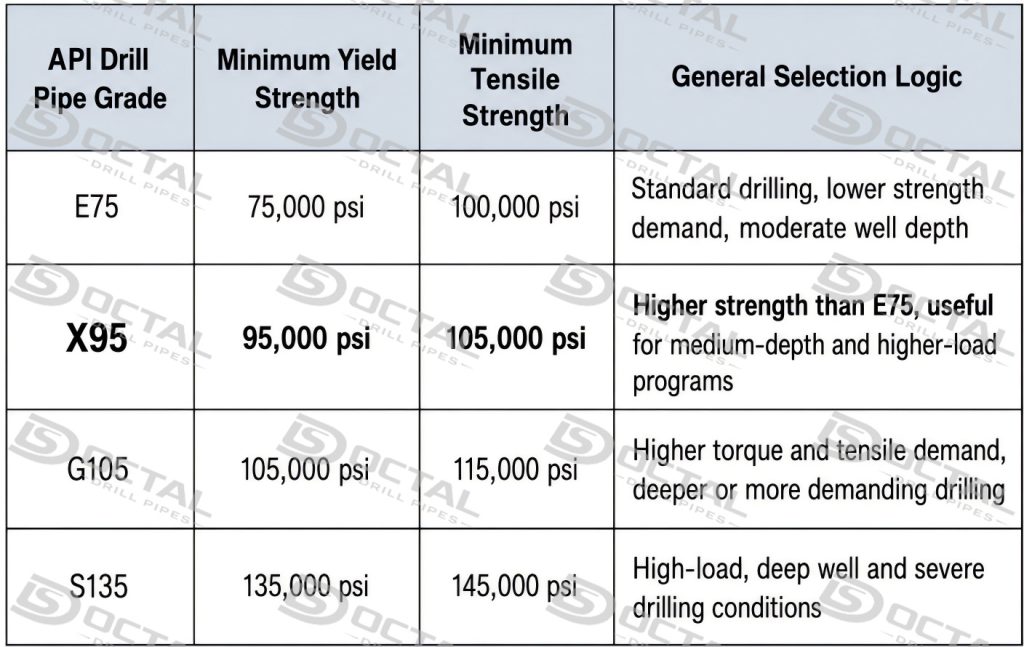
E75 helps show when a higher pipe-body strength margin is needed, while G105 and S135 help define when the drilling program requires a stronger grade than X95. This comparison is necessary because drill pipe selection is not based on grade name alone. The final choice should also consider well depth, tensile load, torque demand, well profile, connection compatibility and inspection requirement.
X95 Drill Pipe Specifications
The specification of X95 drill pipe should be confirmed by the finished product data sheet, MTC and inspection records. For product-page review, the main specification table should focus on the items that directly affect grade confirmation, connection matching and shipment release.
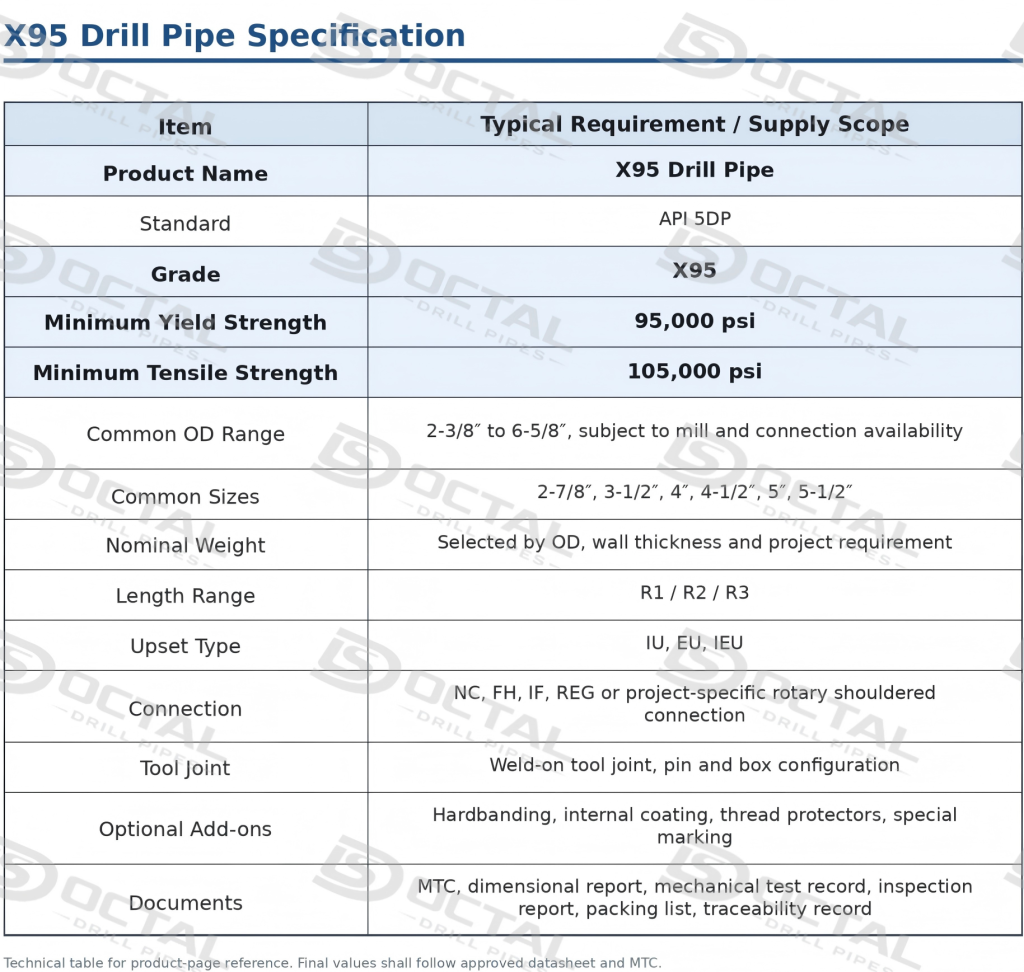
X95 grade confirms the pipe-body strength level, but it does not replace connection review. Final acceptance should still check OD, nominal weight, upset type, tool joint configuration, connection type, drift diameter, make-up torque and inspection scope together. A finished X95 drill pipe should be evaluated as a complete drilled-string component, not only as a pipe-body grade.
X95 Drill Pipe Size and Connection Selection
X95 drill pipe can be supplied in different OD, nominal weight and connection combinations. Size selection should be checked together with wall thickness, length range, upset type, tool joint configuration and rotary shouldered connection, because these factors affect string strength, internal clearance, torque transfer and rig compatibility.
Different sizes carry different engineering priorities. Smaller OD drill pipe is more sensitive to drift clearance and tool passage. Larger OD drill pipe is usually reviewed for string capacity, mud flow, tool joint geometry and connection matching.
| Common Size | Typical Nominal Weight | Common Connection | Main Engineering Focus |
| 2-7/8″ X95 Drill Pipe | 10.40 lb/ft class | NC31 or specified connection | Slim-hole access, drift clearance, tool passage |
| 3-1/2″ X95 Drill Pipe | 13.30 lb/ft class | NC38 | Intermediate string section and rig compatibility |
| 4-1/2″ X95 Drill Pipe | 16.60 / 20.00 lb/ft class | NC46 / NC50 | Higher load margin and larger drilling section |
| 5″ X95 Drill Pipe | 19.50 / 25.60 lb/ft class | NC50 / 5-1/2 FH | Main-string capacity, mud flow and torque transfer |
| 5-1/2″ X95 Drill Pipe | 21.90 / 24.70 lb/ft class | FH / NC | Larger flow area and higher string capacity |
Final dimensions, connection type, tool joint OD/ID, drift diameter and performance values should be confirmed by the approved datasheet, inspection records and MTC before shipment.
2-7/8″ X95 Drill Pipe for Small-OD Drilling Sections
2-7/8″ X95 drill pipe is usually reviewed for slim-hole sections, workover drilling, sidetrack operations and drilling strings where access space is limited. In this size, the pipe body must keep X95 strength while the internal clearance, drift diameter and tool joint ID remain suitable for downhole tools and mud circulation.
The main concern is space. A smaller OD leaves less room for the upset end, tool joint bore and connection geometry. For this reason, the finished joint should be checked by wall thickness, nominal weight, upset type, tool joint OD/ID, drift diameter, make-up torque and thread inspection record.
This size should not be accepted by nominal OD alone. The finished drill pipe must match the planned drilling section, tool clearance, rig connection standard and documented inspection requirements.
5″ X95 Drill Pipe with NC50 or 5-1/2 FH Connection
5″ X95 drill pipe is normally reviewed as a main drill-string size. Compared with smaller OD drill pipe, it provides more pipe-body capacity and larger internal flow area, but the final performance still depends on nominal weight, upset type, tool joint geometry and connection design.
For this size, NC50 and 5-1/2 FH are not just thread names. They affect torque transfer, shoulder contact, rig compatibility, crossover requirements and repeated make-up/break-out performance. The connection should be checked together with tool joint OD/ID, pin and box condition, shoulder surface, make-up torque, drift and thread gauge record.
The main acceptance point is the match between X95 pipe body grade, nominal weight, upset type, tool joint geometry and connection standard. A pipe marked as X95 is not complete for field use until the connection, drift and inspection records match the drilling program.
X95 Drill Pipe vs E75, G105 and S135
E75, G105 and S135 are compared with X95 drill pipe because they represent the most common grade references below and above X95 in API 5DP drill pipe selection. E75 helps show when X95 is needed for higher strength margin, while G105 and S135 help define when a drilling program may require a stronger grade than X95. This comparison makes the grade position clear and helps review tensile load, torque, well depth, connection compatibility and inspection requirements before final selection.
| Comparison | Practical Meaning |
| X95 vs E75 | X95 provides higher yield strength and a better load margin for more demanding drilling programs. |
| X95 vs G105 | G105 provides a higher strength level. X95 may be selected when the design does not require G105. |
| X95 vs S135 | S135 is used for heavier, deeper or more severe drilling loads. X95 is not the top-strength option. |
| X95 vs Sour Service Grades | X95 is not automatically suitable for H2S service. Sour service requires separate material route, hardness and SSC review. |
The right drill pipe grade depends on depth, tensile load, torque, well profile, drilling fluid, connection standard, inspection level and operating environment.
Upset Types and Tool Joint Connections
The upset end is the reinforced transition area formed at the drill pipe end before the tool joint is welded. For X95 drill pipe, the upset type should be reviewed together with wall thickness, drift diameter, tool joint bore and connection design, because this area transfers load between the pipe body and the tool joint.
IU — Internal Upset
IU increases wall thickness mainly toward the inside of the pipe end. This design keeps the outside profile more uniform, but the internal bore and drift diameter need closer review, especially when downhole tools or mud flow clearance are important.
EU — External Upset
EU increases material mainly toward the outside of the pipe end. The internal bore remains more open, while the outside profile, tool joint geometry and handling clearance should be checked against the rig requirement.
IEU — Internal-External Upset
IEU increases material on both the inside and outside of the pipe end. It is commonly reviewed when the end transition, pipe-body strength and tool joint connection need a stronger matched design. For finished X95 drill pipe, IEU should be checked by upset dimensions, tool joint ID, drift diameter and connection compatibility.
After upsetting, the tool joint is welded onto the pipe body to form the rotary shouldered connection. This connection is not only a thread name. It affects make-up torque, shoulder contact, rig compatibility, crossover requirement, thread inspection and repeated make-up / break-out performance.
Common connection terms to confirm include:
NC Series — NC31, NC38, NC46, NC50 and other numbered connections used for rotary shouldered drill pipe connections.
FH Connection — Full Hole connection, often reviewed where larger internal flow area or rig standard compatibility is required.
Pin and Box — The male and female tool joint ends. Both sides should match the specified connection standard and thread inspection record.
Shoulder — The contact face that supports sealing and load transfer during make-up. Shoulder damage can affect connection performance even when the thread profile looks acceptable.
Make-up Torque — The torque value required for proper connection assembly. It should match the connection type, tool joint design and rig procedure.
Thread Gauge Record — The inspection record used to confirm thread acceptance before shipment.
A correct upset and connection selection reduces the risk of wrong drift, thread mismatch, crossover overuse, torque-related damage and field assembly problems.
Performance Properties That Control Field Acceptance
X95 grade defines the pipe-body strength level, with 95,000 psi minimum yield strength and 105,000 psi minimum tensile strength under API 5DP requirements. Actual drill string capacity still depends on the selected OD, nominal weight, wall thickness, upset type, tool joint size, connection and inspection class.
The finished drill pipe should be checked as one assembly: pipe body, upset end, friction weld zone, tool joint, thread, shoulder, hardbanding, internal coating if specified, and release documents.
| Performance Item | Why It Matters |
|---|---|
| Minimum Yield Strength | Confirms the X95 pipe-body strength grade and plastic deformation limit. |
| Minimum Tensile Strength | Confirms minimum tensile performance required for the pipe body. |
| Tensile Yield Capacity | Used to review axial load margin for the planned string section. |
| Torsional Yield Capacity | Used to review torque transfer capacity before connection selection is finalized. |
| Collapse Strength | Important where external pressure may exceed internal pressure. |
| Internal Yield Pressure | Important for mud circulation pressure and internal pressure loading. |
| Make-up Torque | Controls proper connection assembly and repeated make-up / break-out performance. |
| Drift Diameter | Confirms internal clearance for tools, mud flow and field passage. |
| Tool Joint OD / ID | Affects connection strength, bore clearance, handling tools and rig compatibility. |
| Inspection Class / PSL | Defines the inspection scope, acceptance level and release documents. |
Performance values should be taken from the approved datasheet, not estimated from grade name only. Before shipment, the release package should include MTC, dimensional report, mechanical test record, inspection report, thread inspection record, drift record, packing list and traceability record.
Manufacturing and Quality Control
Manufacturing of API 5DP X95 drill pipe should control the pipe body, upset transition and tool joint area as one complete system. The pipe body provides the X95 grade strength level, while the end transition, friction weld zone, shoulder and thread determine whether the finished joint can handle repeated drilling loads.
A typical production route includes:
pipe body production → heat treatment → pipe end upsetting → tool joint preparation → friction welding → post-weld treatment when required → threading → inspection → marking → packing
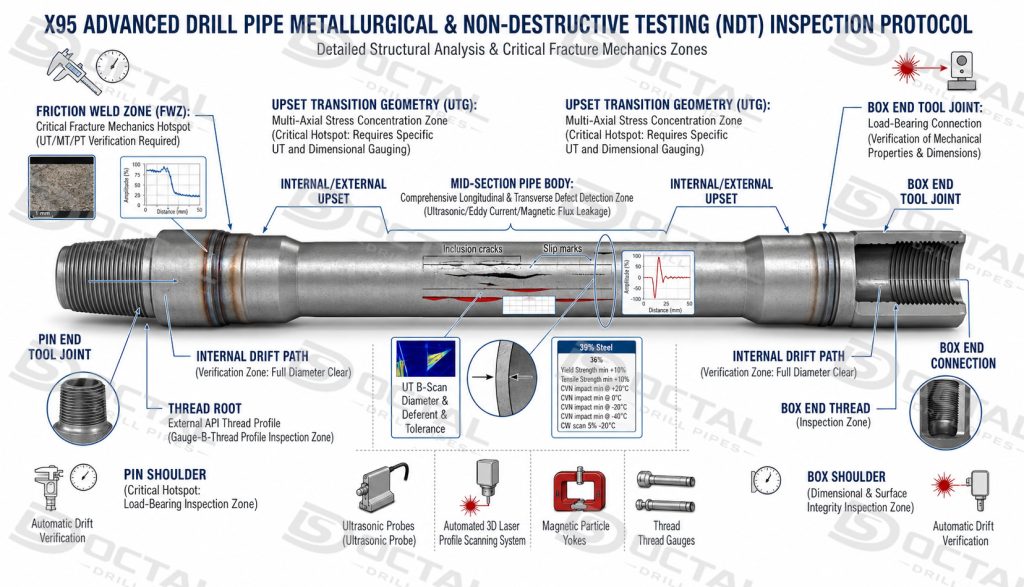
The most important quality control areas are the pipe body, upset transition, friction weld zone, tool joint shoulder and thread root.
- Pipe Body:The pipe body should be checked by heat number, chemical composition, mechanical properties, OD, wall thickness, straightness and length. This confirms that the main tube meets the X95 grade requirement before it is assembled with tool joints.
- Upset Transition:The upset transition is the load-transfer area between the pipe body and tool joint. Its shape, wall build-up, bore condition and dimensional consistency should be reviewed because poor transition control may affect fatigue resistance and internal clearance.
- Friction Weld Zone:The friction weld zone connects the pipe body and tool joint. Weld alignment, weld integrity, hardness condition and NDT result should be checked according to the approved ITP, especially when the drill pipe will work under repeated tension, torque and bending.
- Tool Joint Shoulder:The tool joint shoulder carries contact load during make-up and drilling rotation. Shoulder face condition, tool joint OD / ID, bore size and connection compatibility should be confirmed before shipment release.
- Thread Root:The thread root is sensitive to repeated make-up and break-out cycles. Thread profile, gauge result, surface condition and thread protection should be inspected to reduce the risk of connection mismatch, torque loss or field assembly problems.
For finished X95 drill pipe, quality control should not stop at grade marking. The final release should connect pipe body test results, upset inspection, weld-zone inspection, thread inspection, drift test, marking and traceability records into one clear acceptance chain.


Inspection Documents and Traceability
X95 drill pipe should be supplied with release documents that connect each finished joint to its material, inspection and packing records. The document package is used to verify grade, dimensions, connection condition and shipment identity before acceptance.
| Document | Purpose |
| MTC | Confirms chemical composition, mechanical properties and X95 grade |
| Heat Number Record | Links pipe body material to the steelmaking heat |
| Mechanical Test Record | Confirms yield strength, tensile strength and elongation |
| Dimensional Inspection Report | Confirms pipe body and tool joint dimensions |
| Thread Inspection Record | Confirms thread condition, shoulder face and gauge result |
| Drift Test Record | Confirms internal clearance through the pipe and tool joint bore |
| NDT Report | Confirms inspection scope and acceptance result according to ITP |
| Hardness Record | Required when tool joint or weld-zone hardness is specified |
| Packing List | Links joint quantity, length, bundle number and shipping mark |
| Third-Party Inspection Report | Used when witness inspection or project release approval is required |
The traceability chain should remain clear:
heat number → pipe body → upset end → tool joint → thread inspection → drift test → MTC → packing list → shipment documents
This chain reduces the risk of mixed-grade supply, wrong connection delivery, missing inspection records or delayed pre-shipment release.
Applications of X95 Drill Pipe
X95 drill pipe is selected when the drilling program requires a higher pipe-body strength margin than E75, while the project does not require the higher grade level of G105 or S135. Final selection should still be reviewed together with well depth, hook load, torque, well profile, drilling fluid, connection standard and inspection level.
Medium-Depth Wells with Higher Hook Load
In medium-depth wells, the drill string may face higher hook load, increased tensile demand and repeated rotation during normal drilling. X95 can be used when E75 does not provide enough pipe-body strength margin for the planned string weight and drilling load.
The key review is not only the grade. The drilling program should also check nominal weight, upset type, connection capacity, tool joint geometry, drift diameter and make-up torque. These items confirm whether the finished drill pipe can match the rig requirement and operating load, not just the minimum yield strength value.
Directional and Deviated Well Sections
In directional and deviated well sections, drill pipe is exposed to combined bending, rotation, friction and torque transfer. The pipe body may carry repeated cyclic stress while the connection and upset transition work through make-up, break-out and downhole rotation cycles.
X95 may be selected where the drill string needs improved tensile strength, but the fatigue-sensitive areas must still be controlled. The upset transition, friction weld zone, tool joint shoulder and thread root should be checked carefully through inspection records, drift test, thread gauge result and NDT release.
Rig Fleet Replacement and Standardized Drill String Supply
For rig fleet replacement or standardized drill string supply, X95 drill pipe is often reviewed as part of a controlled inventory plan. The main concern is consistency between existing rig standards and incoming drill pipe, including connection type, tool joint OD / ID, drift diameter, length range, thread protection and marking.
A standardized supply package should keep grade, size, connection, inspection level and document format consistent across batches. This reduces mismatch during rig-up, avoids unnecessary crossover use and supports faster acceptance when the drill pipe is checked before shipment or field deployment.
Ordering Checklist for X95 Drill Pipe
A complete request for API 5DP X95 drill pipe should define the pipe body, connection, inspection scope and packing requirement clearly before production or shipment.
- Product name: X95 Drill Pipe
- Standard: API 5DP
- Grade: X95
- OD and nominal weight
- Wall thickness or required weight class
- Length range: R1 / R2 / R3
- Upset type: IU / EU / IEU
- Connection: NC31 / NC38 / NC46 / NC50 / FH or project-specific connection
- Tool joint OD / ID
- Drift diameter
- Make-up torque requirement
- Hardbanding requirement and hardbanding type
- Internal coating requirement if any
- PSL / ITP / NDT scope
- Hardness test requirement if applicable
- Third-party inspection requirement if applicable
- MTC and inspection documents
- Packing list and traceability record
- Thread protectors, bundle packing, rack packing or export packing
Clear order data helps confirm connection compatibility, internal clearance, inspection release and shipment identity before delivery.
FAQ
Q1:What is API 5DP X95 drill pipe used for?
A1:API 5DP X95 drill pipe is used when the drill string needs higher pipe-body strength than E75, but the drilling program does not necessarily require G105 or S135. It is commonly reviewed for medium-depth wells, directional sections, higher hook load, torque transfer and connection reliability.
Q2:Is X95 drill pipe stronger than E75?
A2:Yes. X95 drill pipe has a minimum yield strength of 95,000 psi, while E75 has a minimum yield strength of 75,000 psi. The final selection should still check OD, wall thickness, upset type, tool joint OD/ID, connection type, drift diameter and inspection scope.
Q3:When should X95 be selected instead of G105 or S135?
A3:X95 is suitable when the required tensile and torque margin can be met without moving to a higher grade. G105 or S135 may be reviewed when the drilling program has heavier string weight, higher torsional demand, deeper well conditions or stricter fatigue control requirements.
Q4:What connection options are common for X95 drill pipe?
A4:Common connection options include NC31, NC38, NC46, NC50 and FH connections, depending on pipe size, upset type and tool joint design. For 5″ X95 drill pipe, NC50 or 5-1/2 FH connection is often reviewed together with shoulder contact, thread gauge record, make-up torque and drift path.
Q5:What documents should be supplied with X95 drill pipe?
A5:A typical X95 drill pipe release package should include MTC, heat number record, mechanical test record, dimensional inspection report, thread inspection record, drift test record, NDT report, hardness record when required, packing list and third-party inspection report when specified. These documents should link the finished joint to heat / lot, inspection results, marking and shipment identity.