Special Material Drill Pipe is supplied for drilling conditions where a standard API 5DP drill pipe grade is not enough to close the material risk. In sour gas wells, high-torque horizontal drilling, low-temperature service, extended-reach sections or MWD / LWD-sensitive directional drilling, the acceptance focus is no longer only “size + grade + connection.” Material chemistry, heat treatment route, hardness limit, Charpy impact toughness, sour-service test basis, tool joint properties and full heat / lot traceability all become part of the technical release scope.
For this reason, Special Material Drill Pipe should be matched to the actual drilling environment. In H₂S-bearing intervals, hardness and SSC resistance may decide whether the pipe can be released for sour service. In long horizontal wells, torque, cyclic bending and tool joint fatigue become more critical than grade name alone. In low-temperature or survey-sensitive sections, toughness or non-magnetic behavior may be more important than simply moving from X95 to G105 or S135.


Dimensional Range and Technical Specification
Special Material Drill Pipe normally follows the dimensional system of standard API 5DP drill pipe, but the engineering review is different. Size, nominal weight, upset type, tool joint design and connection should be checked together with material grade, hardness control, toughness requirement and service condition. A pipe with the same OD and connection may behave differently when the material route changes from standard API grade to SS grade, controlled yield, non-magnetic material or special alloy.
| Technical Item | Common Specification Point | Engineering Significance |
|---|---|---|
| Base Standard | API 5DP, project ITP or agreed technical data sheet | Defines dimensional, mechanical and inspection basis |
| Common OD Range | 2 3/8 in to 6 5/8 in | Covers most drilling string size requirements |
| Standard API Grades | E75, X95, G105, S135 | Provides the base strength class before special material control |
| Special Material Options | SS75, SS95, SS105, controlled yield, non-magnetic, special alloy | Adds sour-service, hardness, toughness, magnetic or weight-control functions |
| Length Range | R1, R2, R3 | Affects handling, string design and transportation arrangement |
| Typical Lengths | R1: 18–22 ft; R2: 27–30 ft; R3: 38–45 ft | Supports standard drill pipe length classification |
| Upset and Connection | IU, EU, IEU; NC, IF, FH or special rotary shouldered connection | Controls tensile capacity, torque transfer and string compatibility |
| Tool Joint Control | OD / ID, shoulder condition, heat treatment and hardness | Important for torsion, make-up cycles and sour-service review |
| Protection Options | Thread protectors, hardbanding, coating or internal coating when required | Helps protect connection, tool joint and fluid-contact surfaces |
For special material service, OD, wall thickness, upset geometry, tool joint strength, connection type, hardness limit and CVN requirement should be reviewed as one technical package when comparing Special Material Drill Pipe vs API 5DP Drill Pipe. This is critical in sour wells, long horizontal sections, high-torque drilling and low-temperature service, where connection mismatch or incomplete material records can affect drill string performance.
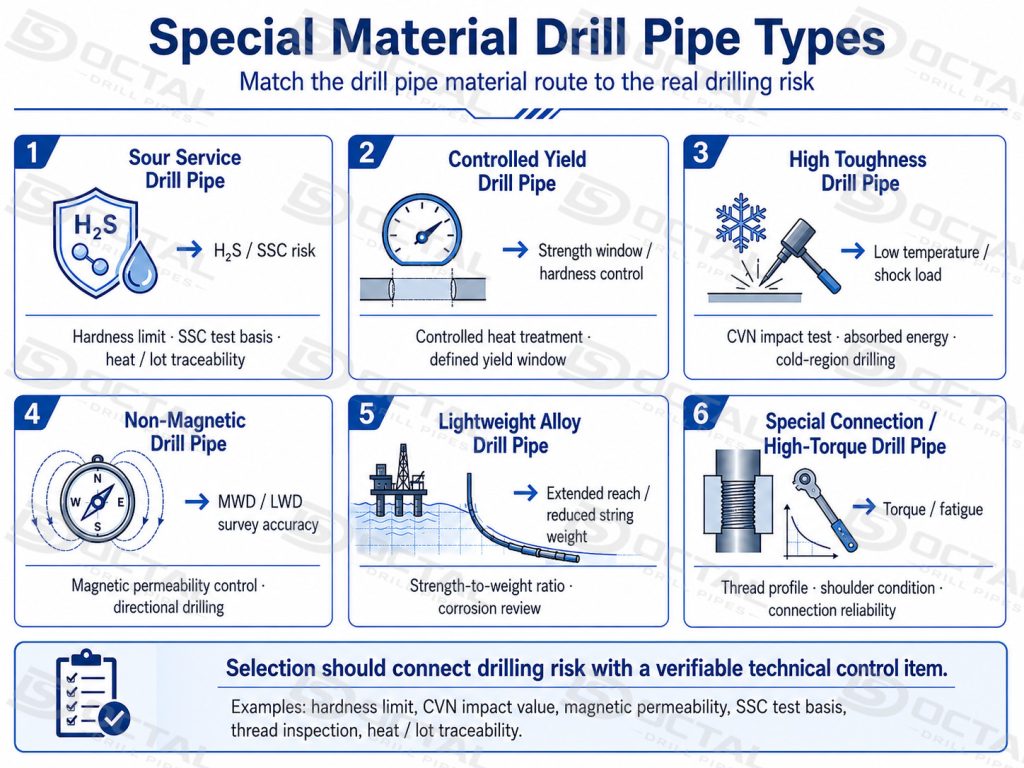
Special Material Drill Pipe Types
Special material selection should start from the failure mode of the well, not from the material name alone. H₂S exposure, cyclic bending, magnetic interference, low-temperature impact load and excessive string weight all require different controls on the pipe body, tool joint and connection area.
| Type | Main Purpose | Key Acceptance Point | Typical Drilling Condition |
|---|---|---|---|
| Sour Service Drill Pipe | Reduce SSC risk in H₂S-bearing environments | Hardness limit, SSC test basis, heat / lot traceability | Sour gas wells, underbalanced drilling, H₂S exposure |
| Controlled Yield Drill Pipe | Restrict excessive yield strength and hardness | Controlled heat treatment, defined mechanical window | Sour-service review, fatigue-sensitive drilling, cyclic bending |
| High Toughness Drill Pipe | Improve impact resistance under shock or cold conditions | CVN test temperature, absorbed energy, specimen size | Low-temperature drilling, high shock load, cold region projects |
| Non-Magnetic Drill Pipe | Reduce magnetic interference near survey tools | Magnetic permeability control, material verification | Directional drilling, MWD / LWD tool sections |
| Titanium / Lightweight Alloy Drill Pipe | Reduce string weight or improve corrosion behavior | Alloy grade, strength-to-weight ratio, corrosion review | Extended-reach drilling, offshore or special corrosion projects |
| Special Connection Drill Pipe | Improve torque transfer and connection reliability | Thread profile, shoulder condition, torque capacity | Horizontal wells, high-torque drilling, premium string design |
A correct selection should connect the drilling risk with a verifiable acceptance item, such as hardness limit, CVN impact value, magnetic permeability, SSC test basis, thread inspection or heat / lot traceability. This is the main difference between a normal drill pipe order and a special material drill pipe project.
Sour Service Drill Pipe for H₂S Conditions
Sour service is one of the most important reasons for selecting Special Material Drill Pipe. When H₂S, water, tensile stress and susceptible steel conditions appear together, the main risk is not simple corrosion. The more serious concern is sulfide stress cracking, which can cause sudden brittle failure under load.
| Sour Service Item | Typical Requirement / Review Point | Why It Matters |
|---|---|---|
| H₂S Exposure | Confirm H₂S partial pressure, mud condition, water phase and service severity | Determines whether sour-service material review is required |
| Pipe Body Hardness | Controlled by grade and project requirement | Excessive hardness may increase SSC sensitivity |
| Tool Joint Hardness | Must be reviewed separately from the pipe body | Tool joints carry high torsional and shoulder loading |
| SSC Test Method | NACE TM0177 Method A may be specified for tensile SSC testing | Provides a controlled basis for sour-service qualification |
| Test Duration | 720 h is commonly used for SSC exposure testing | Helps verify cracking resistance under sustained test conditions |
| Traceability | Heat number, heat treatment lot and test record must match pipe marking | Prevents mixed-lot acceptance disputes before shipment |
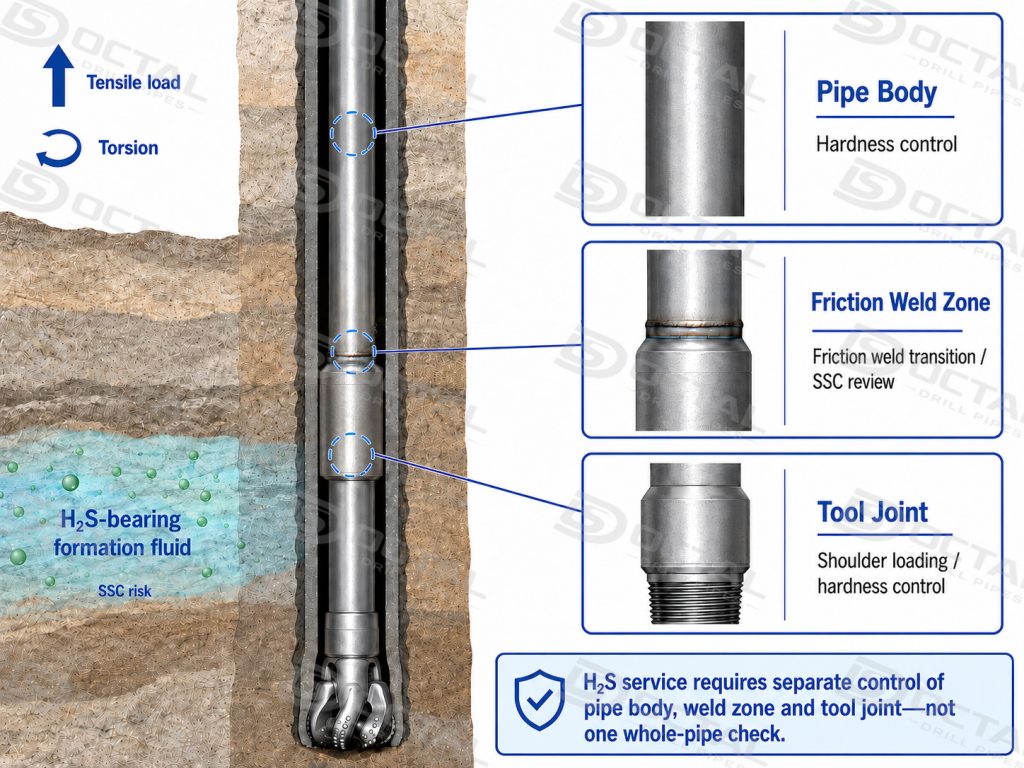
For SS grade drill pipe, hardness control defines the service boundary for H₂S-bearing drilling conditions. The pipe body, tool joint and weld zone should be controlled as separate product elements because they experience different heat-treatment histories, stress states and cracking risks during drilling. A single whole-pipe hardness statement is not enough for sour-service evaluation.
| Product Element | Minimum HRC | Maximum Average HRC | Maximum Single Reading HRC |
|---|---|---|---|
| SS75 Pipe Body | None | 22.0 | 24.0 |
| SS95 Pipe Body | 18.0 | 25.0 | 27.0 |
| SS105 Pipe Body | 21.0 | 28.0 | 29.0 |
| SS Tool Joint | 24.0 | 30.0 | 32.0 |
| SS Weld Zone | None | 30.0 | 32.0 |
Hardness values only become meaningful when they are connected with the actual production record. The hardness report should correspond with the heat number, heat treatment lot, mechanical test result, NDT record and pipe marking. In sour-service drilling, this traceability chain helps verify that the pipe body, tool joint and weld zone remain within the required material-control window before the drill string enters H₂S exposure.
Controlled Yield and Hardness Controlled Drill Pipe
In special drilling service, higher strength is not always the safest choice. A drill pipe string may face cyclic bending, dogleg severity, high torque, high tensile load and corrosive media at the same time. If yield strength or hardness rises beyond the intended material window, the pipe may pass a basic strength check but become more sensitive to cracking, fatigue or unstable behavior under repeated drilling loads.
Controlled yield drill pipe is designed to keep the pipe body, tool joint and weld zone within a defined mechanical-property range. The focus is not only minimum yield strength, but also the upper strength limit, hardness level, heat-treatment stability and consistency between different product elements. This is especially important where sour-service exposure, connection fatigue or high dogleg severity may amplify material sensitivity.
| Control Item | Control Requirement | Engineering Significance |
|---|---|---|
| Grade Basis | X95, G105, S135 or special project grade | Defines the base strength class for drilling load calculation |
| Yield Strength Window | Minimum and maximum yield strength, when required | Prevents uncontrolled over-strength material and keeps mechanical behavior predictable |
| Hardness Limit | Pipe body, tool joint and weld zone hardness | Reduces cracking sensitivity in sour, fatigue-sensitive or high-stress service |
| Heat Treatment Route | Quenched and tempered or project-specific controlled heat treatment | Controls strength, toughness, hardness and microstructure consistency |
| Product Element Separation | Pipe body, weld zone and tool joint checked as separate control areas | Avoids using one general value to represent areas with different stress states |
| Test Record | Tensile test, hardness test and heat treatment lot record | Connects mechanical properties with actual production identity and traceability |
Controlled yield and hardness-controlled drill pipe is most relevant where cyclic bending, sour-service exposure, dogleg severity or high make-up torque can turn excessive strength into a cracking risk. The control focus is the stability of the mechanical-property window: yield strength, hardness, heat-treatment lot and tool-joint response should remain consistent from the pipe body to the weld zone. When this chain is controlled, the drill pipe has a more predictable response under tensile load, torsion, bending fatigue and repeated connection loading.

High Toughness Drill Pipe for Low Temperature and Shock Loading
Low-temperature drilling and high shock loading require more than a yield-strength check. A drill pipe may meet the required grade, but still become sensitive to brittle fracture if its impact toughness is not suitable for the service temperature, vibration level or shock load.
For Special Material Drill Pipe, Charpy V-notch impact toughness should be reviewed by product element. The pipe body, tool joint and friction weld zone have different heat-treatment histories and stress states, so one general toughness value cannot represent the whole drill pipe.
| Toughness Control Item | Engineering Control Point | Drilling Significance |
|---|---|---|
| CVN Test Temperature | Ambient, 21 °C, -20 °C or service-specified temperature | Verifies toughness under the expected temperature condition |
| Product Element | Pipe body, tool joint and weld zone checked separately | Avoids using one result for areas with different stress states |
| Specimen Size | Full-size or sub-size specimen when required | Affects absorbed energy interpretation |
| Absorbed Energy | Minimum average and single value, as specified | Indicates impact resistance and brittle-fracture tendency |
| Heat Treatment Lot | Test result matched with the actual production batch | Connects toughness performance with real material control |
| Weld Zone Control | Weld area toughness checked when required | Helps evaluate toughness around the friction weld transition area |
Toughness data is meaningful only when the test temperature, specimen size, absorbed energy value, heat-treatment lot and tested product element are clearly identified. This control helps the drill pipe maintain more stable behavior under tensile load, torsion, bending vibration and repeated impact shock in cold regions, hard formations and vibration-sensitive drilling sections.
Non-Magnetic and Special Alloy Drill Pipe
Non-magnetic drill pipe is used where nearby magnetic steel may interfere with directional survey accuracy around MWD or LWD tools. In these drill string sections, the key material requirement is not only strength, but also stable low magnetic response, connection compatibility and verified material identity near the measurement assembly.
Special alloy or lightweight drill pipe is selected when the drilling string needs lower weight, improved corrosion behavior or special mechanical performance. Titanium alloy, internally coated or hardbanded drill pipe should be evaluated together with load condition, drilling fluid, tool joint design, casing-wear risk and inspection feasibility.
| Product Option | Main Benefit | Key Technical Check |
|---|---|---|
| Non-Magnetic Drill Pipe | Reduces magnetic interference near MWD / LWD tools | Magnetic permeability, material certificate, connection match |
| Titanium Alloy Drill Pipe | Lower weight and corrosion review for special wells | Alloy grade, load calculation, corrosion behavior, inspection feasibility |
| Special Alloy Steel Drill Pipe | Improved strength, toughness or corrosion behavior | Chemistry, heat treatment, hardness, CVN and NDT scope |
| Internally Coated Drill Pipe | Supports fluid flow and corrosion control in selected service | Coating type, thickness, holiday test and fluid compatibility |
| Hardbanded Drill Pipe | Reduces tool joint wear and casing wear risk | Hardbanding type, deposit area, casing compatibility |
These material options should be used where the operating condition creates a clear functional need. Non-magnetic material supports survey accuracy, lightweight alloy helps reduce string load, internal coating improves fluid-side protection, and hardbanding controls tool joint wear. The final design should keep material behavior, connection performance and inspection records consistent across the drill string section.
Inspection and Traceability Control
Special Material Drill Pipe requires a controlled production chain from material selection to final technical release. The key is not only to meet OD, wall thickness, grade and connection requirements, but also to keep material properties, heat treatment, hardness, toughness, weld-zone condition and inspection records consistent across the full drill pipe assembly.
For sour service, controlled yield, low-temperature or non-magnetic applications, the pipe body, tool joint and friction weld zone should be controlled as separate technical areas. Each area has different stress behavior during drilling, so its material identity, heat treatment condition and inspection result must remain traceable.
| Control Stage | Technical Control Focus | Traceability Output |
|---|---|---|
| Material Selection | Chemistry, grade, heat number and material route | MTC, chemical analysis, heat number record |
| Pipe Body Heat Treatment | Strength, hardness, toughness and microstructure consistency | Heat treatment lot, tensile test, hardness record, CVN report when required |
| Tool Joint Production | Tool joint material, yield strength, hardness and shoulder loading performance | Tool joint test record, heat treatment record, hardness report |
| Friction Welding | Weld alignment, transition-area integrity and weld-zone toughness | Weld inspection record, NDT result, hardness / impact record when required |
| Thread Machining | Thread profile, taper, lead, shoulder condition and connection match | Thread inspection record, gauge result |
| Final Dimensional Check | OD, wall thickness, straightness, length, marking and appearance | Dimensional report, pipe marking photos |
| Technical File Release | Lot consistency, document matching and package identity | MTC, NDT report, hardness / CVN records, packing list, bundle marking photos |
The traceability chain should remain clear from pipe marking to final document package:
Pipe marking → Heat number → MTC → Heat treatment lot → Mechanical test → Hardness / CVN / NDT record → Thread inspection → Packing list → Bundle marking photos
For Special Material Drill Pipe, inspection records are meaningful only when they match the actual pipe identity. A hardness value, CVN result or NDT report should correspond with the heat number, heat treatment lot, product element and pipe marking. This is especially important for H₂S-bearing wells, high-torque drilling, low-temperature service and controlled-yield material, where a mismatch between material record and pipe identity can affect the whole drill string evaluation.
Application Scenarios
Special Material Drill Pipe is used in drilling sections where ordinary drill pipe grades may not provide enough control over cracking risk, toughness, magnetic response, weight or connection loading. The application depends on the actual well environment and the main failure mode expected in the drill string.
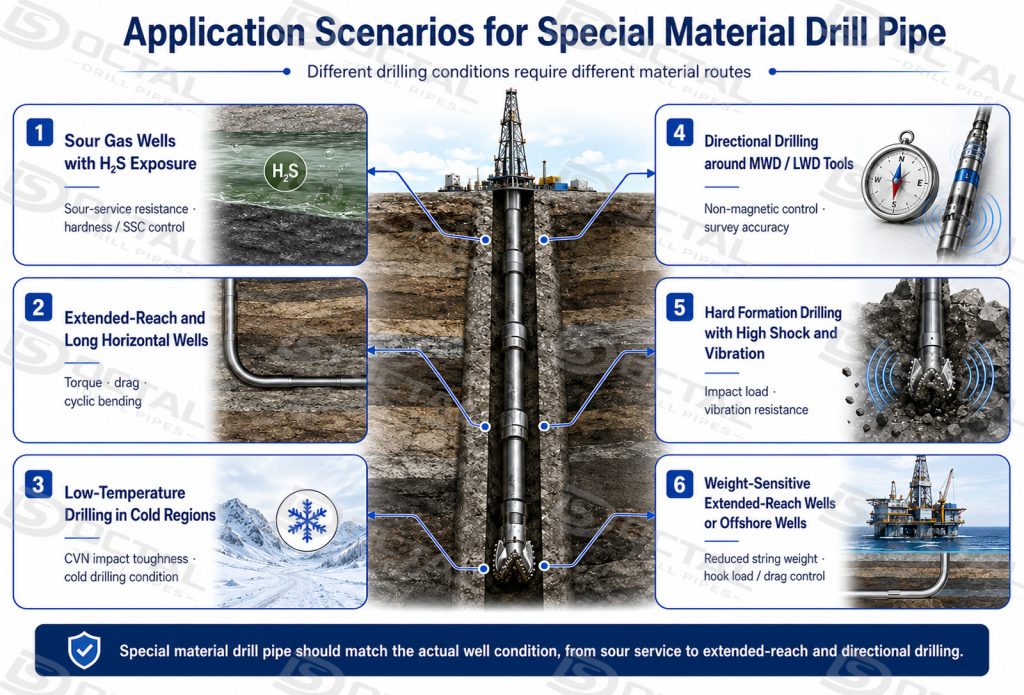
- Weight-sensitive extended-reach or offshore wells
In some extended-reach or offshore drilling programs, string weight becomes a limiting factor for hook load, drag and drilling efficiency. Lightweight alloy drill pipe, including titanium alloy options in special cases, is used where reduced string weight and corrosion behavior are more important than using a conventional steel drill pipe configuration.
- Sour gas wells with H₂S exposure
In wells containing H₂S-bearing formation fluid, drill pipe may work under tensile load, torsion and sour fluid contact at the same time. Special material drill pipe with controlled hardness and sour-service resistance is used to reduce SSC sensitivity in the pipe body, tool joint and weld zone.
In long lateral sections, the drill string faces higher torque, drag, cyclic bending and repeated contact with the wellbore. Controlled yield, high-toughness material or special connection drill pipe is used where normal strength grade alone cannot fully support stable torsional and fatigue performance.
- Low-temperature drilling in cold regions
In cold-region drilling or low-temperature service, drill pipe may become more sensitive to brittle fracture if toughness is insufficient. High toughness drill pipe is used where CVN impact performance is needed to keep the pipe body, tool joint and weld zone stable under cold working conditions.
- Directional drilling around MWD / LWD tools
In directional drilling assemblies, magnetic interference from nearby steel components may affect survey accuracy. Non-magnetic drill pipe is used near MWD or LWD tools to help maintain a stable measurement environment while keeping connection compatibility with the drill string.
- Hard formation drilling with high shock and vibration
In hard rock or abrasive formations, the drill string may experience repeated vibration, impact load and sudden torque fluctuation. Special material drill pipe with improved toughness and stable heat-treatment control helps reduce the risk of crack initiation under shock loading.
Why Choose Octal Drill Pipes
Octal Drill Pipes focuses on project-based drill pipe supply where material, connection, inspection and documents need to match the actual drilling condition.
Key cooperation advantages include:
- Material review before quotation: grade, sour-service requirement, toughness demand and connection type can be reviewed together before production.
- Document-controlled release: MTC, heat number, hardness report, NDT record, CVN report, thread inspection and packing list can be prepared under one shipment file.
- Special service options: controlled yield, sour service review, non-magnetic material, special alloy, hardbanding, coating and special connection can be discussed according to project requirement.
- Export packing and identification: thread protectors, pipe marking, bundle marking and shipment photos help overseas receivers match cargo with documents before rig-site acceptance.
- Procurement risk reduction: specification review helps reduce errors in grade, connection, length, service condition and document scope.
For special material orders, Octal Drill Pipes does not recommend selecting only by the lowest price or grade name. The safer approach is to match material control, inspection level and document package with the actual well risk.
FAQ
F1:When should Special Material Drill Pipe be used instead of standard API 5DP drill pipe?
Q1:Special Material Drill Pipe is used when the well condition creates material risks beyond normal size, grade and connection selection. Typical cases include H₂S exposure, high-torque horizontal drilling, low-temperature service, MWD / LWD survey sections, extended-reach wells and weight-sensitive drill strings.
F2:Is S135 drill pipe suitable for sour service drilling?
Q2:Not automatically. S135 is a high-strength grade, but sour service requires additional control of hardness, SSC resistance, heat treatment and traceability. In H₂S-bearing wells, a lower or controlled-strength material with verified sour-service performance may be safer than simply choosing the highest strength grade.
F3:Why should pipe body, tool joint and weld zone be checked separately?
Q3:These areas do not work under the same stress condition. The pipe body carries tensile and bending load, the tool joint carries torque and shoulder contact stress, and the friction weld zone is affected by welding heat. For special material drill pipe, hardness, toughness and inspection records should be linked to each area separately.
F4:What makes non-magnetic drill pipe different from ordinary drill pipe?
Q4:Non-magnetic drill pipe is used near MWD or LWD tools where magnetic interference may affect directional survey accuracy. Its key value is stable low magnetic response together with enough mechanical strength, connection compatibility and material traceability for directional or horizontal drilling sections.