Special threaded drill pipe is selected when a normal drill pipe connection may not provide enough torque reserve, make-up stability, hydraulic performance, or fatigue control for demanding drilling programs. In deep wells, high-deviation wells, extended-reach drilling, HDD crossings, and long horizontal sections, the weak point is often not the pipe body alone. The connection area—thread form, shoulder contact, tool joint geometry, make-up torque, and repeated breakout performance—decides whether the drill string can work safely under combined torque, tension, bending, and mud circulation load.
A special threaded drill pipe is not simply a drill pipe with a different thread. It is a connection system designed to improve how load is transferred between the pin and box, how the shoulder faces carry torque, how the tool joint resists wear, and how the string maintains drilling-fluid flow under high-load operation. In actual drilling programs, the key is whether the connection can hold make-up stability, torque transfer, and shoulder contact after repeated running, rotation, and breakout.
What Makes Special Threaded Drill Pipe Different
Standard drill pipe is normally selected by grade, size, wall thickness, tool joint, upset type, and connection. API 5DP provides the technical delivery basis for drill pipe with upset pipe-body ends and welded-on tool joints, while rotary shouldered connections are further associated with threading, gauging, and connection control requirements. The pipe body still matters, but the special threaded type adds another decision layer: the connection must support the drilling program.
Special threaded drill pipe usually focuses on one or more of the following connection improvements:
| Design Area | What It Controls | Why It Matters in Drilling |
|---|---|---|
| Thread profile | Load transfer between pin and box | Reduces stress concentration and improves connection engagement |
| Shoulder design | Torque transfer and sealing contact | Supports more stable make-up and higher torque capacity |
| Tool joint OD / ID | Strength, wear resistance, and flow passage | Affects torsion, handling wear, and hydraulic performance |
| Make-up torque range | Correct connection preload | Reduces under-torque, over-torque, galling, and connection damage |
| Gauge inspection | Thread and shoulder acceptance | Helps verify connection fit before shipment or rig use |
| Surface protection | Thread and shoulder protection during handling | Reduces transit damage and rig-site rejection risk |
The real advantage is the connection’s ability to stay stable under field load. A drill pipe can have a strong pipe body, but if the connection is not suitable for the drilling torque, dogleg severity, lateral length, or make-up practice, the string may still face connection fatigue, shoulder damage, or premature thread repair.

Higher Torsional Capacity
The most important advantage of special threaded drill pipe is higher torsional capacity. In high-torque drilling, the connection must transmit rotary torque without damaging the thread, overloading the shoulder, or losing make-up stability. This is especially important when drilling hard formations, long horizontal sections, or extended-reach wells where torque accumulates along the drill string.
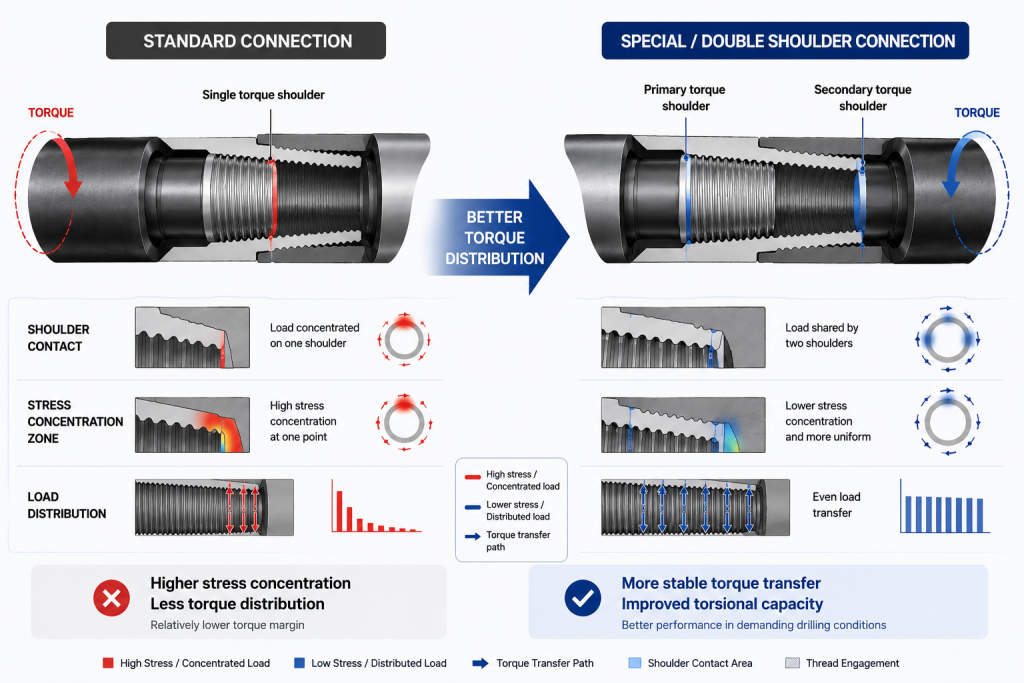
A common design route is the double shoulder connection. Compared with a single-shoulder connection, a double-shoulder design adds an internal shoulder contact area, allowing torque to be distributed through more contact surfaces. Industry technical references commonly describe double-shoulder connections as a way to improve torsional performance and hydraulic efficiency when compared with standard API-style connections, depending on size and design.
When torque rises during sliding, rotating, reaming or pulling through a high-friction section, a higher-torque connection helps keep shoulder contact more stable and reduces the risk of thread movement, jump-out or connection damage. The connection should be reviewed together with expected surface torque, downhole torque demand and drilling program requirements, not only by pipe OD and grade.
Better Make-Up Stability
Special threaded drill pipe also improves make-up stability when the connection is designed with better shoulder contact and torque transfer. Make-up is not only the act of tightening the joint. It is the process of creating the correct preload between the pin and box so that the connection can carry torque, tension, bending, and vibration without thread movement or shoulder damage.
In real rig operation, unstable make-up can create several problems:
- Under-torque may allow micro-movement under load.
- Over-torque may damage thread flanks or shoulder faces.
- Poor shoulder contact may concentrate stress at the connection.
- Repeated make-up and breakout may increase galling or thread repair frequency.
- Incorrect dope, dirty threads, or damaged protectors may affect make-up quality.
A special threaded connection should therefore be supplied with clear make-up torque guidance, thread inspection records, shoulder condition control, and suitable thread protectors. The advantage is not only higher torque on paper; it is a wider and more reliable operating window when the drill string is repeatedly assembled, broken out, inspected, and run again.

Fatigue Control in Horizontal and Directional Wells
In a vertical well, drill pipe connection load is usually easier to control. Once the string enters a build section, high dogleg interval, or long lateral, the connection starts working under a much harder combination of torque, tension, bending and repeated rotation. The pipe body may still have enough strength, but the tool joint and shoulder area can become the place where stress concentrates first.
This is where special threaded drill pipe becomes more useful. A well-designed special connection can improve how the thread and shoulder share the load, especially when the string keeps rotating through curved sections or when torque rises during reaming and backreaming. It does not remove fatigue risk completely, but it gives the connection a better chance to keep stable shoulder contact and reduce local stress concentration during repeated drilling cycles.
| Drilling Condition | Connection Risk | Special Threaded Drill Pipe Advantage |
|---|---|---|
| Long horizontal section | Torque and drag keep increasing along the lateral | Better torque reserve and more stable make-up condition |
| High dogleg severity | Repeated bending load concentrates near the tool joint | Improved load sharing between thread and shoulder contact areas |
| Hard formation drilling | Rotary torque rises during drilling and reaming | Stronger torsional performance at the connection |
| Reaming or backreaming | Torque changes quickly and vibration becomes stronger | More stable shoulder contact under variable load |
| Extended-reach drilling | Tension, torque and bending act on the string together | Better connection load distribution in high-load intervals |
| HDD crossing | Pulling force, rotary torque and mud flow must work together | Higher torque capacity with possible hydraulic benefit, depending on connection design |
In this type of drilling program, the connection should be reviewed before the pipe size is finalized. The key points are connection type, make-up torque, tool joint OD / ID, torsional capacity, and whether the connection can match the expected dogleg, lateral length and torque demand. This makes the selection more reliable than choosing drill pipe only by OD, grade and wall thickness.
Hydraulic Efficiency and Flow Passage
In high-torque drilling, connection strength is only one part of the selection. The drill pipe also has to carry enough drilling fluid through the string. In long lateral sections, HDD crossings, or wells with higher mud flow demand, a restricted tool joint ID can increase pressure loss and reduce the hydraulic energy available for bit cleaning, cuttings transport, and hole cleaning.
This is why tool joint ID, drift requirement, and connection geometry should be checked together with torsional capacity. Some double-shoulder or high-torque connection designs can support a larger internal passage than certain conventional connection layouts, but this depends on the actual pipe size, tool joint design, and connection standard. It should not be assumed only from the name of the thread.
Before confirming a special threaded drill pipe, the hydraulic side should be reviewed through these points:
- Drill pipe OD and wall thickness
- Pipe body ID and tool joint ID
- Connection type and special thread designation
- Drift requirement
- Required mud flow rate
- Estimated pressure loss through the drill string
- Internal coating requirement if corrosion or flow condition requires it
- Compatibility with subs, crossovers, BHA components, and existing drill string tools
For a long horizontal section, the connection may need both high torque capacity and enough flow passage to support stable hole cleaning. For HDD work, the same issue appears when rotary torque, pullback force, and mud circulation have to work at the same time. A high-torque connection is more useful when it increases connection strength without creating unnecessary hydraulic restriction.
Tool Joint Durability and Connection Wear Control
The tool joint carries thread engagement, shoulder contact, tong handling, slip contact, and repeated rig-floor operation. Even when the pipe body remains within acceptable condition, connection wear or shoulder damage can shorten the usable life of the drill pipe.
Special threaded drill pipe can provide an advantage when the connection design and tool joint configuration support better wear tolerance, stronger shoulder contact, and more controlled make-up. However, the final performance also depends on inspection and handling discipline.
Important control points include:
| Control Point | What to Check | Field Meaning |
|---|---|---|
| Thread profile | Visual and gauge inspection | Reduces mismatch and make-up problems |
| Shoulder face | Flatness, damage, galling, corrosion | Supports stable torque transfer |
| Tool joint OD | Wear allowance and hardbanding area | Affects service life and rework frequency |
| Tool joint ID | Drift and mud-flow passage | Helps maintain hydraulic performance |
| Hardbanding | Type, location, and compatibility | Reduces tool joint wear and casing wear risk |
| Thread protector | Pin and box protection during transport | Prevents transit damage before rig use |
| Marking | Size, grade, connection, heat number | Helps receiving inspection and traceability |
A connection advantage only becomes valuable when it is protected during production, inspection, packing, transport, and rig handling. Thread protectors, clean shoulder faces, correct marking, and packing-list consistency are not small details; they are part of the connection performance package.

Special Threaded Drill Pipe vs Standard API Drill Pipe
Standard API drill pipe is suitable for routine drilling conditions. For long laterals, ERD, HDD or high-torque sections, special threaded drill pipe is a better option when the connection needs stronger torque transfer, shoulder stability and fatigue control.
| Selection Point | Standard API Drill Pipe | Special Threaded Drill Pipe |
|---|---|---|
| Main focus | Standard drill pipe body and API-style connection requirements | Enhanced connection performance for higher-load drilling |
| Torque capacity | Suitable for normal drilling torque demand | Designed for higher torque reserve depending on connection type |
| Shoulder design | Common rotary shouldered connection design | May use double shoulder or optimized shoulder contact |
| Make-up stability | Requires standard make-up control | Provides stronger make-up window when correctly designed and inspected |
| Hydraulic flow | Depends on pipe and tool joint ID | May support improved hydraulic efficiency when larger ID design is used |
| Fatigue control | Suitable for ordinary drilling conditions | Better suited for dogleg, lateral, ERD, and high-torque conditions |
| Inspection focus | Pipe body, weld, tool joint, thread, marking | Adds closer focus on connection profile, shoulder contact, torque data, and gauge control |
| Typical use | Standard oil and gas drilling | Horizontal wells, extended-reach wells, hard formations, HDD, high-torque drilling |
The correct choice is not “special thread is always better.” The correct logic is whether the drilling program needs the added connection performance. If the well is shallow, torque is moderate, and the connection load is not severe, standard drill pipe may be enough. If the program involves high torque, long lateral reach, high drag, repeated reaming, or strict hydraulic requirements, special threaded drill pipe may reduce connection-related risk.
Ordering Checklist for Special Threaded Drill Pipe
“Special threaded drill pipe” should not be used as a loose order description. The connection type, tool joint size, make-up torque and compatibility requirement must be clear before production, or the pipe may face receiving inspection issues or rig-side fit-up problems.
| Ordering Item | What to Confirm | Why It Matters |
|---|---|---|
| Drill pipe size | OD, wall thickness, weight | Confirms pipe body capacity and compatibility |
| Grade | E75, X95, G105, S135 or project grade | Affects yield strength and service suitability |
| Length range | R1, R2, R3 or project requirement | Affects string design and shipment planning |
| Connection type | Special thread / premium connection designation | Avoids mismatch with rig inventory |
| Tool joint OD / ID | Pin and box dimensions | Controls torsion, wear, and flow passage |
| Make-up torque | Recommended torque range | Supports correct rig-floor assembly |
| Torsional capacity | Connection-rated torque data | Checks suitability for high-torque drilling |
| Hardbanding | Type and location | Controls tool joint wear and casing contact risk |
| Internal coating | Required or not required | Affects corrosion protection and hydraulic condition |
| Thread protectors | Pin and box protection | Prevents connection damage during transport |
| Inspection scope | Thread, shoulder, MPI, dimensional check | Supports connection acceptance |
| Document package | MTC, inspection report, packing list, marking photos | Supports traceability and receiving verification |
This checklist is especially important for mixed drill string projects where the new drill pipe must work with existing subs, crossovers, BHA components, or rental strings.
Where Special Threaded Drill Pipe Shows Its Advantage
Special threaded drill pipe is most valuable in operations where connection performance directly affects drilling reliability. It should be considered when one or more of the following conditions appear in the drilling plan:
| Application Condition | Why Special Thread Helps |
|---|---|
| Extended-reach wells | Higher torque and drag require stronger connection reserve |
| Horizontal wells | Long lateral sections increase rotation and fatigue demand |
| Directional wells | Dogleg sections create repeated bending load on connections |
| Hard formation drilling | Higher rotary torque increases shoulder and thread load |
| High-flow mud circulation | Larger ID connection design may reduce hydraulic restriction |
| HDD crossings | Torque, pullback force, and mud flow must be balanced |
| Reaming / backreaming | Connection sees variable torque, vibration, and repeated load |
| High-cost drilling programs | Lower connection failure risk can reduce non-productive time |
Special threaded drill pipe shows its value in the working section of the well, not only in the strength grade. When the string is exposed to high torque, bending, mud flow demand, connection wear and repeated make-up, the connection design becomes the part that needs closer review.This is why the product advantage should be described through working conditions. “High strength” is too general. The real question is whether the connection can handle the combination of torque, tension, bending, flow, wear, and repeated make-up.
Supply Capability and Shipment Control
For special threaded drill pipe, supplier capability is tested in the details between connection requirement and final shipment. The product may look correct on the quotation, but problems often appear later if the connection designation, tool joint size, make-up torque range, inspection scope, or packing identity is not controlled from the beginning.
A reliable supply process should connect three things: the ordered connection requirement, the physical drill pipe, and the document package. The connection type, tool joint OD / ID, thread and shoulder inspection, MTC, NDT record, marking, packing list, and thread protector photos should match each other before shipment release. This is especially important for special threaded drill pipe because a small mismatch in connection type or tool joint dimension can cause receiving inspection delays or rig-side fit-up problems.
For export orders, Octal Drill Pipes supports connection review, joint identification, thread protection, third-party inspection coordination, and shipment document preparation. The goal is to make the delivered drill pipes easy to verify after arrival, with physical marking, inspection records, packing list, and shipment documents kept consistent with the actual cargo. This reduces connection-related disputes and helps the drill pipe move from receiving inspection to rig preparation more smoothly.
FAQ
F1:Can special threaded drill pipe match existing drill string components?
Q1:Yes, but the connection type, tool joint OD / ID, make-up torque, and compatibility with subs, crossovers, BHA components, and existing drill pipe should be checked before ordering. A connection name alone is not enough for safe rig-side matching.
F2:How should make-up torque be confirmed for special threaded drill pipe?
Q2:Make-up torque should be confirmed according to the specific connection design, tool joint size, grade, and drilling program. The order should include the recommended make-up torque range so the connection can be assembled correctly during rig operation.
F3:Is special threaded drill pipe suitable for high-torque horizontal drilling?
Yes, it is often selected for high-torque horizontal drilling, long lateral sections, ERD, HDD, and hard formation drilling where standard connections may not provide enough torque reserve or shoulder stability. The final selection should still be checked against expected surface torque and downhole load.
F4:What causes connection failure in special threaded drill pipe?
Common causes include incorrect make-up torque, damaged thread or shoulder faces, connection mismatch, poor thread protection, excessive bending load, and repeated breakout without proper inspection. Thread profile, shoulder contact, and tool joint condition should be checked before shipment and reuse.